ppPLUS: Technologies and more
Go to Homepage to browse companies and process data
ppPLUS-Solutions providing Services and Support
Register creating your own models
Technology

- Name
- ENI EST
- Owner
-
/ Eni SpA - Brand
- Process
- Cracking
- Type
- Resid Hydrocracking
- Available
-
Heavy Feedstock Conversion with EST
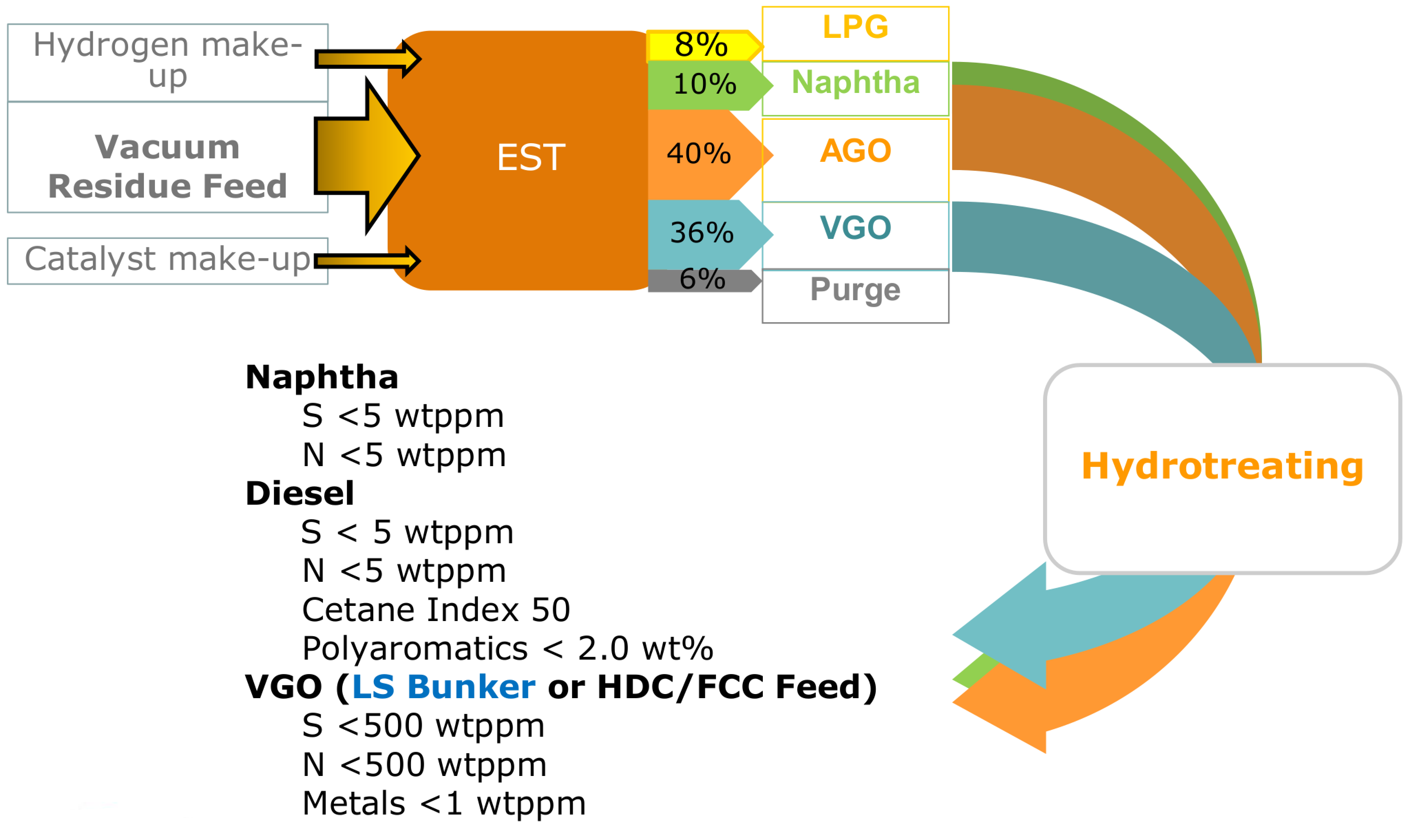
EST (Eni Slurry Technology) is a Hydrocracking Process that converts very heavy Feedstock like Heavy and Extra Heavy Oils, De-Asphalter Bottoms, Visbroken Tars, Oil Sands Bitumens, Coal Liquids and Petroleum Residues into Light and Middle Distillates (or upgraded Syncrude in Upstream context) at higher than 97% conversion, with elimination of either Heavy Fuel Oil or Coke production. The Technology demonstrates high Feedstock and Product Slate flexibility, not limited by Metals content and the concentration of Asphaltenes, Sulphur, Nitrogen and other Contaminants.[4]
Figure 1 - Product Yields and Quality[2]
EST Key Features
As described in the EST - eni Slurry Technology brochure[4], the key features of EST are:
- a very active, non-ageing, nanodispersed (Slurry) Catalyst genereated in situ by thermal decomposition of the Molybdenum-based Oil soluble Precursor; active phase is Molybdenite Sulfide (MoS2).
- the Catalyst prevents Coke formation and promotes upgrading Reactions (Sulphur, Nitrogen and Metals removal and CCR reduction)
- a Slurry Bubble Column Reactor developed in-house, perfectly homogeneous and isothermal.
- Recycling of the Catalyst with only a small Purge in order to limit the build-up of Metals (Ni and V) present in the Heavy Feedstock.
- recycle of unconverted Heavy Ends leading to overall complete Feedstock Conversion (>97%).
- a Fractionation Section for the Recovery of the Light, Middle and Heavy Distillate.
EST Process Description.
- an Organic Oleo-Soluble Molybdenum Compound, the Catalyst Precursor, is added to the Feedstock before it enters the Reactor.[3]
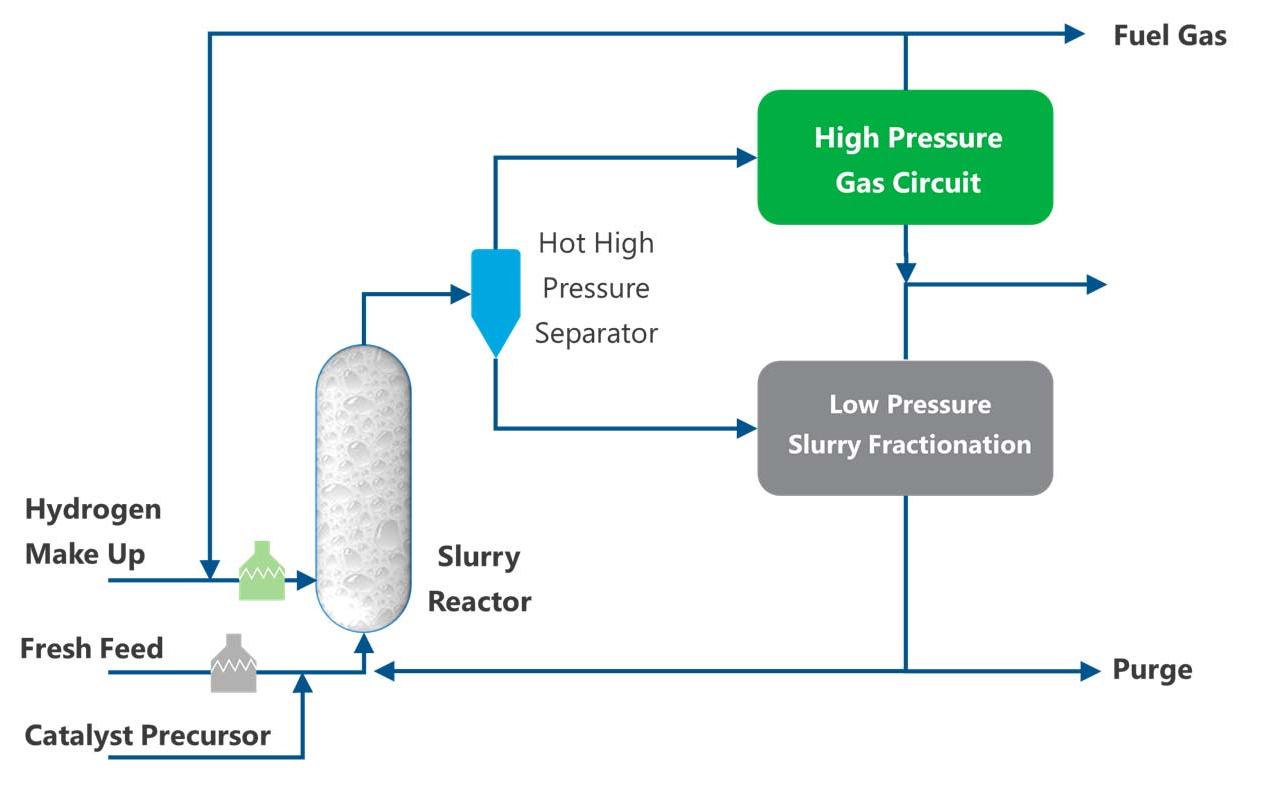
- the Vacuum Residue Feed with the Catalyst Make-up and Hydrogen Make-up are fed to the Slurry Bubble Reactor
- the Reaction occurs at 400–450°C and at about 150 bar with Hydrogen fed from the Bottom. Under the Reaction conditions, the Catalyst Precursor forms highly dispersed Molybdenum Sulfide (MoS2) Nanoparticles.[3]
- the Reactor Effluent is separated in a hot High Pressure Separator into a Vapour Phase and a Liquid Phase.
- the Vapour Phase from the Separator is cooled in a High Pressure Gas Loop in order to condensate the Liquid Products (mainly Naphtha and Diesel Cuts).
- the Fuel Gas is Amine-treated to absorb H2S and the Hydrogen is recycled back to the Reactor together with a Make-up of Hydrogen Stream to balance the Chemical Consumption. A small Fraction of the Recycle Gas is sent to the Battery Limit as High Pressure Fuel Gas in order to control the Purity of the Hydrogen-rich Recycled Stream.
- the Slurry Stream is fractionated in a Topping and Vacuum Columns System in order to separate all the Distillates (from Naphtha to VGO).
- the residual unconverted Heavy Fraction at the Bottom of the Vacuum Distillation Column, containing all of the Catalyst, is recycled back to the Reactor.[3]
- only a small part of the Heavy Fraction is purged (1–3 wt% of the Fresh Feed) to avoid the Accumulation of Coke Precursors and of Ni and V Sulfides from the Organometallic Compounds contained in the Feedstock. With the Purge, a limited amount of MoS2 is also removed; therefore, an equivalent amount is fed continuously to the Reactor to keep its concentration constant at a few thousand ppmw. The Purge can be used as a Fuel in the Cement or Steel industries.[3]
Experimental Yields
The Yields achieved in the Commercial Demonstration Plant as described in Table 1 are the result of tests performed with the following Feedstock: Ural Vacuum Residue, Athabasca Bitumen Vacuum Residue, Basrah Vacuum Residue and Visbroken Tar.[1]
Table 1 - Yields based on Commercial Demonstration Plant
Yieds H2
ConsumptionH2S + NH3 C1-C4 Naphtha AGO Catfeed Purge before PTU wt% on Fresh Feed 2.9-3.3 3-5 6-9 6-20 35-55 12-55 2-3 References
1. Giacomo Rispoli, Nicoletta Panariti, 15 Jul 2010, Deep conversion of black oils with Eni Slurry Technology, U.S. Department of Energy, Office of Scientific and Technical Information
2. Giacomo Rispoli, 26-27 Jan 2017, The low sulphur fuel starting from the bottom of the barrel: EST a novel and industrial proven technology, MENA Conference, Milan
n.r. Giacomo Raspioli, ENI, Dec 2013, EST Technology: the best way to upgrade the Canadian oil sands.
3. G. Bellussi et al., Hydroconversion of heavy residues in slurry reactors: Developments and perspectives, J. Catal. (2013)
4. 2014, EST - eni Slurry Technology, Company Brochure
5. Giacomo Raspioli, ENI, 26-26 Jan 2017, Milan, The low sulphur fuel starting from the bottom of the barrel: EST a novel and industrial proven technology
6. Raffaele Fronteddu & Goutam Biswas, 13-15 Feb 2023, Low Carbon Energy Hub and Future of Residue Processing, International Downstream Conference & Exhibition, Gulf Downstream Association
7. Raffaele Fronteddu | Eni, email communication with portfolio planning PLUS, 22 Feb 2023
- Link
System Info
- Updated by
-
 Kokel, Nicolas
Kokel, Nicolas - Updated
- 2/24/2023 2:00 PM
- Added by
-
Kokel, Nicolas
- Added
- 11/21/2022 2:26 PM

No Services yet available.
Enquire in Solutions how we can help you.
| Technology Unit |
|---|
| Amine Treater |
| Catalyst Mixer |
| Fractionator |
| HP Colling Loop |
| HP Separator |
| Slurry Reactor |


