

Technology

Technology Models
Insights
Solutions
- Name
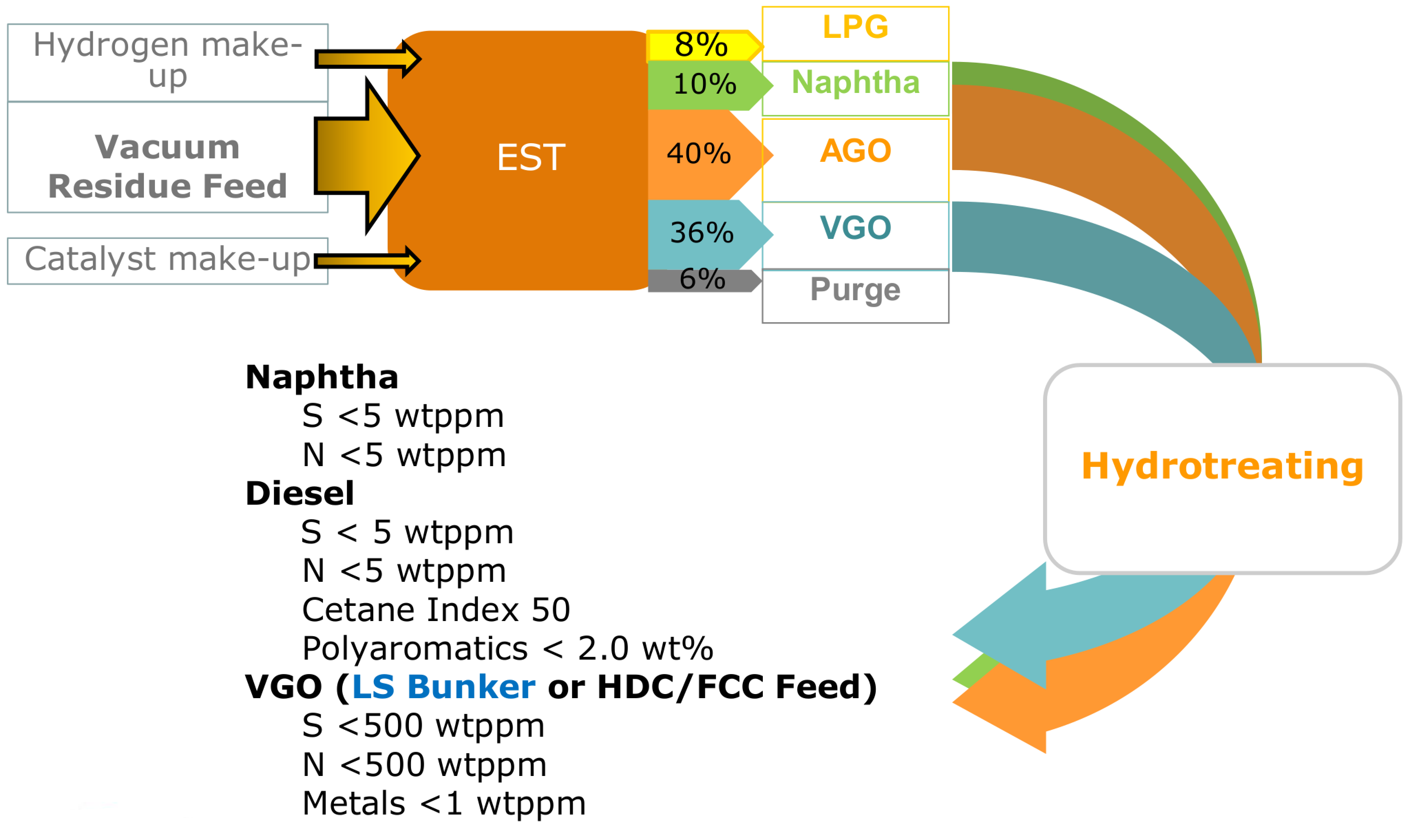
- ENI EST
- Owner
-
/ Eni SpA - Brand
- Process
- Cracking
- Type
- Hydrocracking
- Available
-

- #TE131
Description
Your insights will be shown here

ENI CLG, 13-15 Feb 2023, Low Carbon Energy Hub and Future of Residue Processing, International Downstream Conference & Exhibition, Gulf Downstream Association
ENI CLG, 13-15 Feb 2023, Low Carbon Energy Hub and Future of Residue Processing, International Downstream Conference & Exhibition, Gulf Downstream Association

| Entity | Site (Country) | Asset (Plant) | |||
|---|---|---|---|---|---|

|

|
|
EST | ||
|
|
|
|
EST | ||
|
|
|
|
Slurry HC 1 | ||
|
|
|
|
Slurry HC 2 |
Content provided by
| Transaction | Name | Date |
|---|---|---|
| Modified by |
|
1/9/2025 8:50 AM |
| Added by |
|
11/21/2022 2:26 PM |












