Definition
A Condensate Splitter is a Refinery that Processes only Natural Gas Condensates. It only consists of Distillation and specification improvement Units, as Condensate has no Heavy Residual Products that need Cracking.[1]
A Process Description is provided by H. Arif et al. as described below.[2]
Pre-heating Section
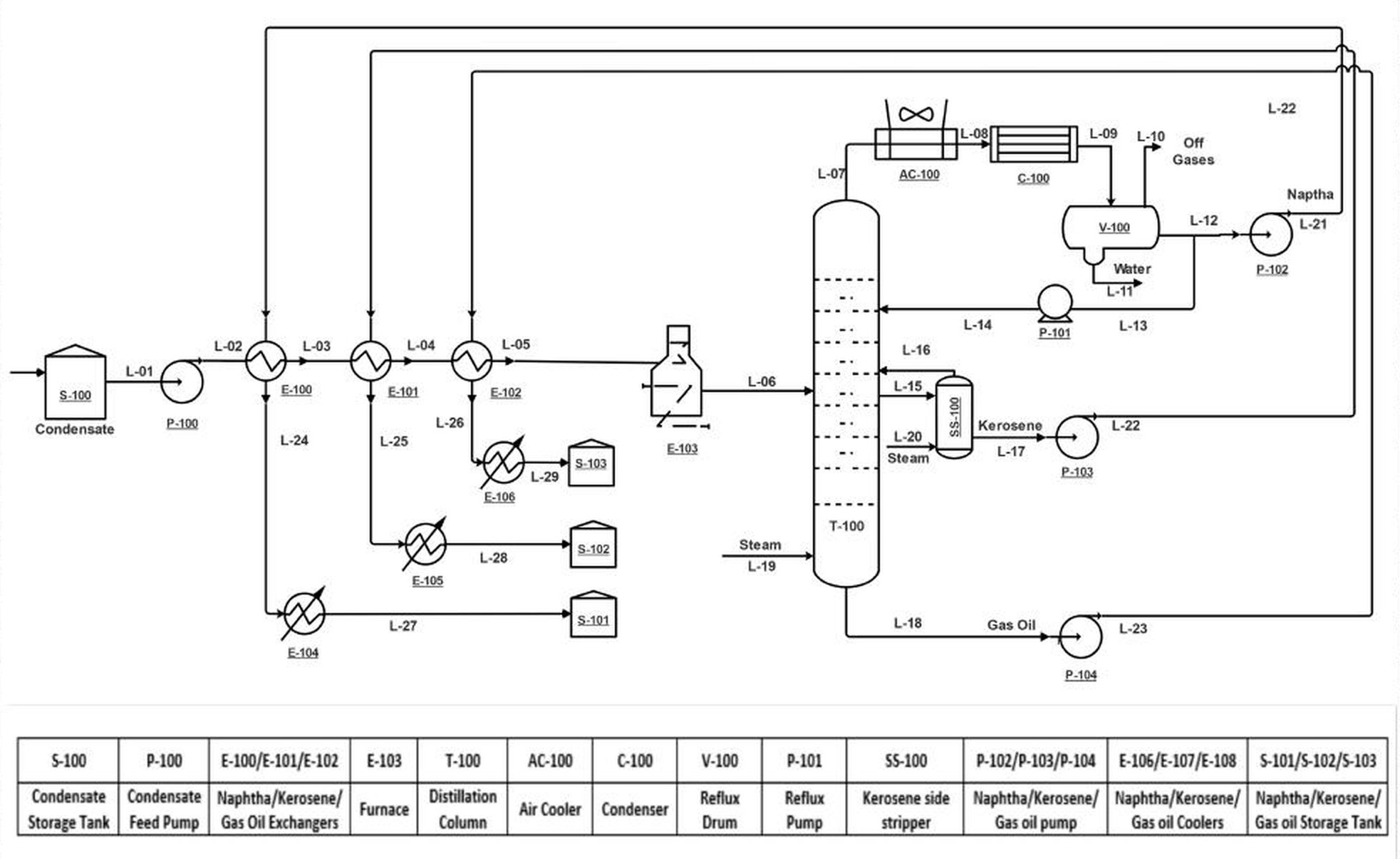
Condensate was stored in the storage tank S-100 at ambient temperature and pressures. The feed was then pressurized to 90 psi by centrifugal pump P-100. It is then passed through the Heat Exchanger Network (HEN) where it first exchange heat with the Naphtha returning from the Distillation Column T-100 and reaches 103°F while absorbing 0.46 MMBtu/hr. of heat, then it went to the Kerosene Heat Exchanger E-101 and then to the gas oil Heat Exchanger E-102 thus achieving a temperature of 198°F. Heat exchange with the obtained product was done in order to reduce the heating duty of the heater while simultaneously reducing the duty of the cooler thus making the process energy efficient. This sequence is possible once the feed has completed 1 cycle. For the first cycle the total amount of heat is provided by the heater E-103. After passing through the heat exchanger network, process fluid was then passed through the furnace E-103 and the temperature rose to 450oF, this whole sequence causes 50 psi pressure drop.[2]
Condensate Splitter Section
The feed through pipeline L-06 enter in the column T-100 from sixteenth tray. Feed was heated by means of steam. Naphtha was obtained at the top of tower. At first naphtha was cooled to 228°F by means of air cooler AC-100. After air-cooler naphtha was passed through condenser C-100. In condenser naphtha was condensed out and then passed through three phase separator V-100. In V-100 off-gasses, water and hydrocarbon streams were separated. Column reflux ratio for naphtha obtained from V-100 was maintained as 1:1, this allowed one part of naphtha reflux to the column T-100 and one part to the naphtha heat exchanger E-100.[2]
Kerosene was obtained as the side product from tenth tray of T-100. Since the initial boiling point (IBP) of obtained side streams are generally low, due to this reason side stripping is required in order to maintain the initial boiling point (IBP) of respective side streams Nelson (1969). Therefore, lighter components present in kerosene were stripped out by means of steam. Kerosene was then pumped to the E-101. Gas oil was then obtained as the bottom product from T-100, which was then pumped to E-102.[2]
The process flow diagram (PFD) of condensate Oil Refinery is shown in Fig. 1.
Figure 1 - Process Flow Diagram (PFD) of condensate Oil Refinery[2]
Condensate Distillation Yields
Like Crude Oil, Condensate quality is variable both by composition and by location. Its primary compositional measures are API gravity and Sulfur content; this is followed by its core assay that describes the yield of Naphthas, Kerosene, Distillates, and Atmospheric Residue. Fig. 2 and Table 1 lists the assays for six primary global Condensate markers, Canadian Condensates, along with several primary Crudes and the two key US Mid-Continent Light Tight Oils (LTOs).[3]
Overall while the lower API threshold is 48 degrees, the key Condensate markers average over 60 degrees, and Sulfur is very low. Naphtha yields average 60% but are highly variable and can be further broken down into Light and Heavy ones in varying proportions. Kerosene and Gasoil generally occupy a smaller percentage. However, Middle East Condensates, in particular Qatari NFC II and Iranian South Pars Condensates, yield considerable amounts of Middle Distillates, while Algerian and Norwegian Condensates have little. Lastly, there is a minimum Atmospheric Residue (averaging 2.5%), making them unattractive to a Refiner having considerable secondary capacity.[3]
These different attributes are key elements in a Condensate's appeal to either a Petrochemical Producer or a Refiner.[3]
Figure 3 - Assay - Global Condensates Markers[3]
.png)
Table 3 - Assay - Condensate Markers vs. API[3]
| Crude |
API |
Sulfur |
GasToC4 |
LN |
HN |
Kero |
Gasoil |
Resid |
| Algerian |
68.6 |
0.0 |
2.5 |
41.5 |
39.6 |
10.0 |
5.9 |
0.5 |
| AUS NwtShelf |
63.0 |
0.0 |
3.4 |
26.8 |
41.3 |
21.2 |
4.9 |
2.4 |
| NOR Sieipner |
61.4 |
0.0 |
3.7 |
37.3 |
41.5 |
9.5 |
5.3 |
2.7 |
| IRAN SouthPars |
58.4 |
0.3 |
5.5 |
19.0 |
28.0 |
24.0 |
21.0 |
2.5 |
| Qatari NFCII |
68.0 |
0.2 |
3.7 |
19.5 |
38.5 |
15.8 |
20.4 |
2.4 |
| Thai Erawan |
59.0 |
0.0 |
5.0 |
21.0 |
41.8 |
20.8 |
6.0 |
5.1 |
| RU Purovsky |
64.1 |
0.0 |
5.0 |
33.8 |
37.5 |
10.1 |
6.3 |
6.0 |
References
- A Barrel Full, Condensate Splitters (accessed 12th Nov 2023)
- H. Arif et al., J. BIOL. ENVIRON. SCI., 2020, 14(41), 91-97, Hazard and Operability Study of Condensate Oil Refinery
- Max Pyziur, 4th Feb 2015, CONDENSATE, An EPRINC PRIMER, Energy Policy Research Foundation Inc.

















