Air Liquide SMR Technology History
The Air Liquide SMR technology traces its origins to Lurgi GmbH, one of the world's pioneering process technology companies. Lurgi was established in 1897 when Metallurgische Gesellschaft was founded under Metallgesellschaft AG in Frankfurt, Germany. The name "LURGI" originated as the cable address derived from the middle letters of "Metallurgische Gesellschaft". By 1922, Metallgesellschaft AG had formed Lurgi-Gesellschaft für Wärmetechnik, expanding into thermal engineering technologies.
Throughout the 20th century, Lurgi developed extensive expertise in steam reforming, gasification, and syngas production technologies, becoming a world leader in hydrogen production and synthesis gas generation. From 1956 to 1997, Lurgi served as the exclusive licensor of Shell Gasification Technology (SGP), designing 26 partial oxidation plants with 76 reactors. The company established itself as a major engineering firm with particular strength in coal-to-liquids (CTL), coal-to-chemicals (CTC), and steam methane reforming processes.
In 2007, Air Liquide acquired Lurgi from Global Engineering Alliance (GEA Group AG) for an equity value of approximately €550 million. This strategic acquisition enabled Air Liquide to strengthen its hydrogen market resources, access the coal gasification sector, and significantly expand its Engineering & Construction capabilities.
Process Summary and Chemistry
Steam methane reforming (SMR) is a highly endothermic catalytic process that produces hydrogen and synthesis gas from hydrocarbon feedstocks. SMR accounts for approximately 50% of global hydrogen production.
The fundamental chemistry involves the following reactions at temperatures of 700-900°C:
Primary Steam Reforming Reaction (endothermic):
CH4 + H2O → CO + 3 H2
Water-Gas Shift Reaction:
CO + H2O → CO2 + H2
The reactions take place in an array of catalyst-filled tubular reactors heated to high temperatures in a fuel-fired furnace.
Air Liquide's technology accepts a wide feedstock range including natural gas, light/heavy natural gas, LPG, associated gas, refinery off-gas, naphtha, and mixed feed configurations.
The product range includes high-purity hydrogen (99.97-99.99%), carbon monoxide, synthesis gas for downstream products (ammonia, methanol, DME, oxo-alcohols, Fischer-Tropsch fuels), and high-pressure steam.
Detailed Technology Description
Conventional Lurgi Reformer™ Configuration
Air Liquide's conventional hydrogen production unit comprises the following major process sections:
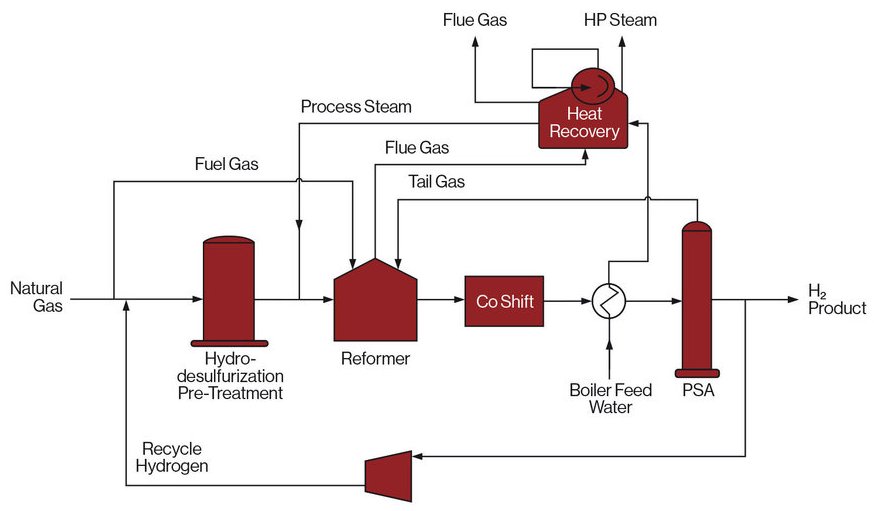
Figure 2 - Air Liquide simplified SMR process flow diagram [1]
Feed Pretreatment
- Hydrodesulfurization to remove sulfur compounds that would poison reforming catalyst
- Zinc oxide purification for residual sulfur polishing
Pre-Reforming Section
Optional pre-reforming (single or multi-stage) to partially convert higher hydrocarbons and improve heat integration. Pre-reforming operates at lower temperatures and converts heavier hydrocarbons into methane, hydrogen, and carbon oxides ahead of the primary reformer.
Steam Methane Reformer
The reformer consists of catalyst-filled tubes arranged in a top-fired or side-fired furnace configuration. Process gas flows through the tubes containing nickel-based catalyst while fuel gas combustion in the furnace provides the heat for the endothermic reforming reactions.
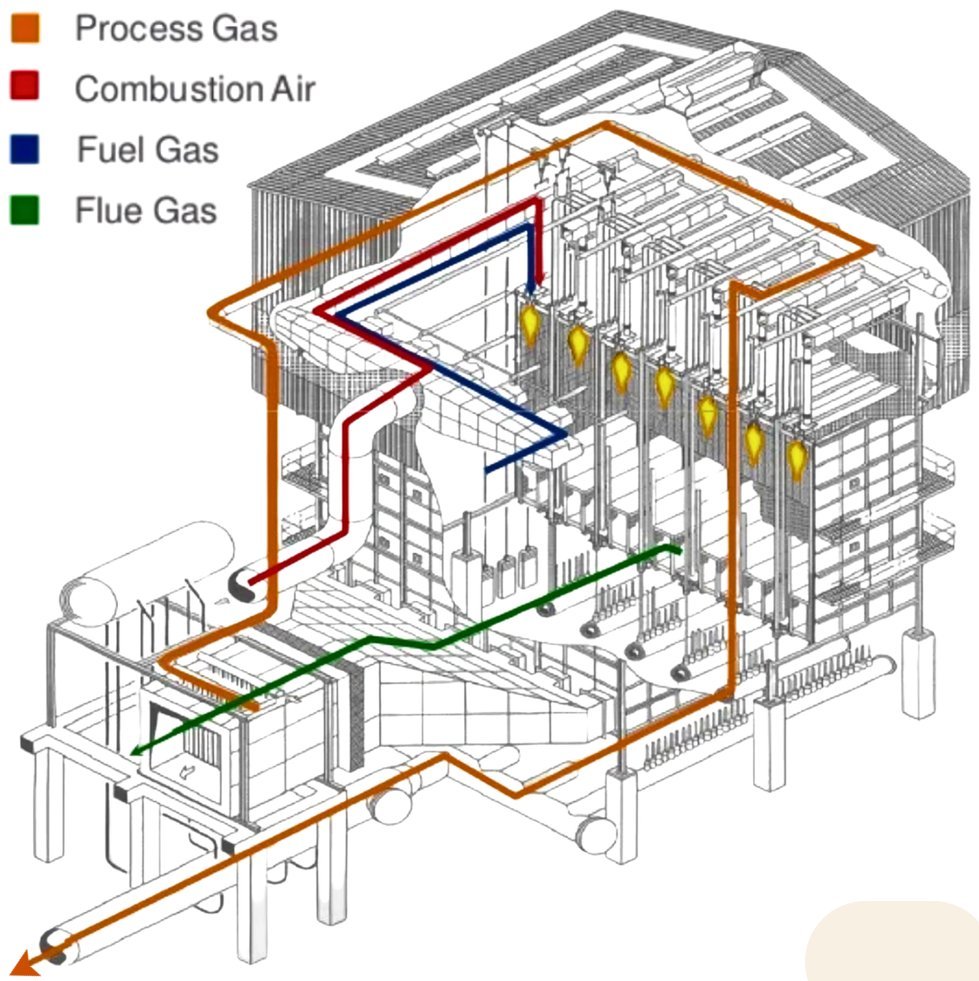
Figure 2 - Lurgi Reformer™ isometric arrangement [14]
Key design features of the Lurgi Reformer™ include:
- Proprietary cold outlet manifold design using standard carbon steel instead of expensive heat-resistant austenitic steels, reducing material costs
- Eccentric outlet manifold with special transition piece ("gas conducting tube") design for optimal heat distribution within the concrete structure
- Well-balanced surface temperature of pressure shell (refractory to metal liner gradient from 300-900°C) with minimized thermal tensions and elimination of hot spots
- Largest reformer capacity: 720 tubes with 1,250 GJ/h heat duty
Operating conditions:
- Reformer tube outlet temperature: 750-900°C
- Operating pressure: typically 20-35 barg
- Process gas composition and flow: tailored to product requirements
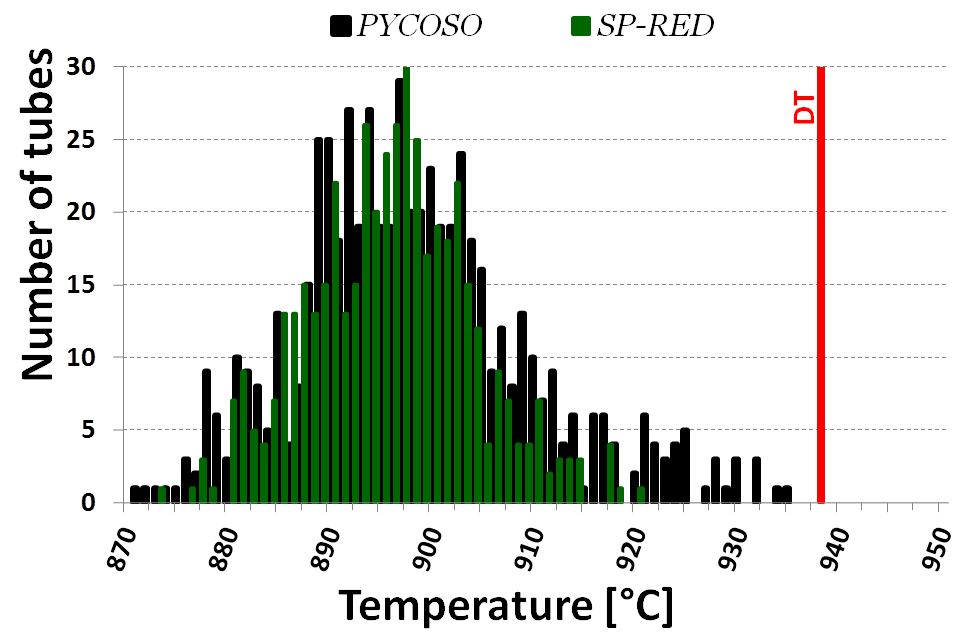
Figure 3 - Tube temperature distribution in a large scale SMR plant [18]
Heat Recovery System
Reformed gas from the reformer passes through heat recovery equipment:
- Process gas cooler/HP steam generator functioning as a natural circulation boiler
- Integrated bypass system for operational flexibility
- Maintenance-free design proven in numerous projects
- Steam pressure (typically 33-50 barg) and superheating degree (up to 385°C) adjustable per customer requirements
The heart of heat integration is the process gas cooler which cools the hot reformed gas while generating high-pressure steam that can be exported to neighboring units or used for power generation.
CO Shift Conversion
For hydrogen production, reformed gas undergoes high-temperature shift conversion (and optionally low-temperature shift) to maximize H2 yield by converting CO and steam to additional hydrogen and CO2. Modern shift catalysts include promoted zinc/aluminum spinel structures as alternatives to traditional iron/chromium formulations.
Gas Purification
Multiple purification options depending on product specifications:
- Pressure Swing Adsorption (PSA): Produces ultra-high purity hydrogen (99.97-99.99%) with over 70 Air Liquide PSA units referenced globally
- CO2 Removal: Amine wash systems (OASE® blue or conventional amines) for bulk CO2 separation
- Cryogenic Separation: Air Liquide Cold Box technology with over 90 units referenced for pure CO, H2, or specific syngas ratio production
Steam System Management
Air Liquide offers multiple steam system configurations for optimized process condensate treatment:
- Single steam drum system with LP de-aerator: Conventional design with lowest CAPEX, suitable for back-pressure turbines and process steam consumers
- Segregated steam systems: Complete separation of export steam (operated exclusively with boiler feed water) from process steam system (operated with process condensate plus BFW makeup), producing highest quality steam suitable for condensing turbines
- HP steam stripper system: Process condensate cleaned in HP stripper column using superheated steam, with stripper overhead recycled as process steam. Most impurities recycled to reformer, stripped condensate quality 50-150 µS/cm conductivity
- Process condensate vaporizer system: Process condensate pumped to vaporizer where clean steam is heating medium, all impurities recycled to reformer, enabling treatment of imported condensate from other units
Process condensate from SMR plants contains dissolved ammonia (NH₃), methanol, dissolved gases, organic salts/acids, and corrosion products, with quality depending on plant design, CO shift technology, catalyst, feedstock, and chemical dosing. The dual steam system allows steam production with guaranteed higher quality export steam by operating exclusively with process condensate within the reforming loop.
SMR-X™ Technology (Next-Generation)
Air Liquide's SMR-X™ represents a significant advancement over conventional SMR technology:
Key Design Features:
- Counter-current helix-heat exchanger integrated inside reformer tubes for internal heat recovery
- Approximately 20% of total process heat supplied by internal heat exchange rather than solely external radiative heating
- Optimized reformer tubes that re-use energy within the reforming process instead of generating excess steam
- Reduced furnace size and fewer reformer tubes compared to traditional steam reformers, lowering CAPEX
- Simplified internal steam system design with minimum or zero steam export requirement
Process Flow:
- Desulfurized feed gas (natural gas or refinery off-gas) mixed with process steam
- Optional pre-reformer stage for heavier hydrocarbons
- SMR-X™ reactor: feed passes through catalyst-filled reformer tubes with integrated heat exchange (700-900°C operation)
- Internal cooling by heat exchange with process gas inside the tubes
- Heat recovery in waste heat boilers/flue gas system
- CO shift conversion (high temperature and optionally low temperature)
- PSA purification to produce H2 product at 99.99% purity
Performance Benefits:
- Higher thermal efficiency at low steam co-production ratios
- 5% reduction in overall feed and fuel consumption compared to conventional SMR
- 5% reduction in CO2 emissions compared to conventional SMR
- Lower hydrogen production cost through internal process-heat recovery
- Better energy efficiency without excess steam generation
- Early operational results at Antwerp demonstrate performance exceeding original design expectations
Process Efficiency
Selectivity and Yield
Air Liquide's SMR technology achieves near-equilibrium conversion efficiency through optimized catalyst bed design and thermal management. The hydrogen product purity reaches 99.97-99.99% through integrated PSA systems.
For SMR-X™ technology, the optimized tube design with internal heat exchange maintains high catalyst activity while achieving improved conversion efficiency through better temperature profile management and heat utilization.
Economic Performance
Capital Cost Advantages:
- Reduced reformer tube count in SMR-X™ configuration lowers equipment costs
- Smaller furnace footprint reduces construction costs
- Simplified steam system reduces auxiliary equipment requirements
- Cold outlet manifold design reduces material costs by using carbon steel instead of austenitic alloys
Operating Cost Benefits:
- 5% reduction in feed and fuel consumption (SMR-X™ vs conventional)
- Minimized steam export requirements reduce BFW makeup and treatment costs
- Multi-feed capability optimizes feedstock economics
- Dual steam system design eliminates need for process condensate return to BFW treatment stripper, reducing chemical consumption
Energy Efficiency:
- SMR-X™ achieves better energy efficiency through 20% internal heat recovery
- High-pressure steam co-production (conventional SMR) provides valuable energy export
- Process gas cooler functions as natural circulation boiler with proven reliability
Environmental Performance
- Conventional SMR with carbon capture: ~4.6 kgCO2e/kg H2 at 96.2% CO2 capture rate
- SMR-X™ reduces CO2 emissions by 5% compared to conventional SMR
- Integration with Cryocap™ H2 technology enables >95% total CO2 capture from both PSA tail gas and flue gas streams
- Blue hydrogen pathway with carbon capture supports decarbonization objectives
Commercial Experience and Deployments
Technology Maturity
Air Liquide's SMR technology portfolio has achieved full commercial maturity with approximately 155 Lurgi Reformers built worldwide. The company delivered 7 Mega-H2 plant references with capacities ≥130,000 Nm³/h H2 during 2009-2013 period alone. Air Liquide provides integrated SMR solutions with modular plant designs that optimize feedstock conversion while maintaining operational efficiency.
Summary of Operating Experience
Air Liquide's SMR technology has been deployed across all major industrial regions including North America, Europe, Middle East, Asia-Pacific, and Latin America with applications spanning petroleum refining, ammonia synthesis, methanol production, carbon monoxide supply, Fischer-Tropsch synthesis, and merchant hydrogen production.
Capacity and Scale
As of March 2016, Air Liquide reports the following figures:
- Capacity: up to 40 000 Normal cubic meters per hour (Nm3/h) carbon monoxide and up to 350 000 Nm3/h syngas, dry
- Feed+Fuel: 45.6 Megajoules/Normal cubic meters (MJ/Nm3) CO
- Feed+Fuel+carbon dioxide: 19.3 MJ/Nm3 CO
References
- Steam Methane Reforming (SMR) - Syngas Production (May 29, 2018). Air Liquide Engineering & Construction (retrieved via the Web Archive)
- Ondrey G., Air Liquide. Making the Most of Methane Reforming (Jul 2019). Chemical Engineering
- The HYCO plant of Carburos Metálicos in Tarragona reaches 700 days of uninterrupted operation (Aug 5, 2015). Chemical Parks in Europe
- About JJ-Lurgi (accessed Jan 14, 2026). JJ-Lurgi Engineering Sdn. Bhd.
- https://www.chemeurope.com/en/encyclopedia/Lurgi_AG.html (accessed Jan 14, 2026). CHEMEUROPE
- Our history at a glance (accessed Jan 14, 2026). Donau Carbon GmbH
- Air Liquide Widens Offerings with the Purchase of Lurgi (Apr 23, 2007). Association for Iron & Steel Technology
- What is Brief History of Air Liquide Company? (Nov 17, 2025). Porter's Five Forces
- Air Liquide (Hangzhou) Co., Ltd. (Aug 27, 2018). The Information Office of Hangzhou Municipal People's Government
- Atchinson J. Air Liquide’s Antwerp cracker begins operations (Nov 23, 2025). Ammonia Energy Association
- Air Liquide’s Next Generation SMR-X Hydrogen Plant Start-up (Apr 29, 2021). Energy Industry Review
- Clean Hydrogen Production Pathways (2024 Report). Hydrogen Europe
- Report ID: GMI5729: Steam Methane Reforming Hydrogen Generation Market (Dec 2024). Global Market Insights
- Air Liquide Global E&C Solutions. Syn Gas Generation - Various Routes, Multiple Products (Feb 11, 2016). Gasification India 2016, New Dehli
- Ramaswamy R.K. & Ulber D., Air Liquide Engineering & Construction. Full Steam Ahead (April 2019). Hydrocarbon Engineering
- Our major advances worldwide - Integrated Annual Report 2024. Air Liquide
- Odom S., Electricore, Inc. & Bonifacio A., Air Liquide. Agreement No DE-FE0032181: Combined Carbon Capture Solution on Air Liquide South Texas Steam Methane Reformer. U.S. Department of Energy (DOE), National Energy Technology Laboratory (NETL)
- Tudorache D. et al., Air Liquide. Know you steam reformer (Apr 2018). World Fertilizer (retrieved via the Web Archive)




















