

Technology

Technology Models
Insights
Solutions
- Name
- Linde Steam Cracking
- Owner
-
/ Linde plc - Brand
- Linde Steam Cracking Technology
- Process
- Cracking
- Type
- Steam Cracking
- Available
-

- #TE238
Description

Your insights will be shown here

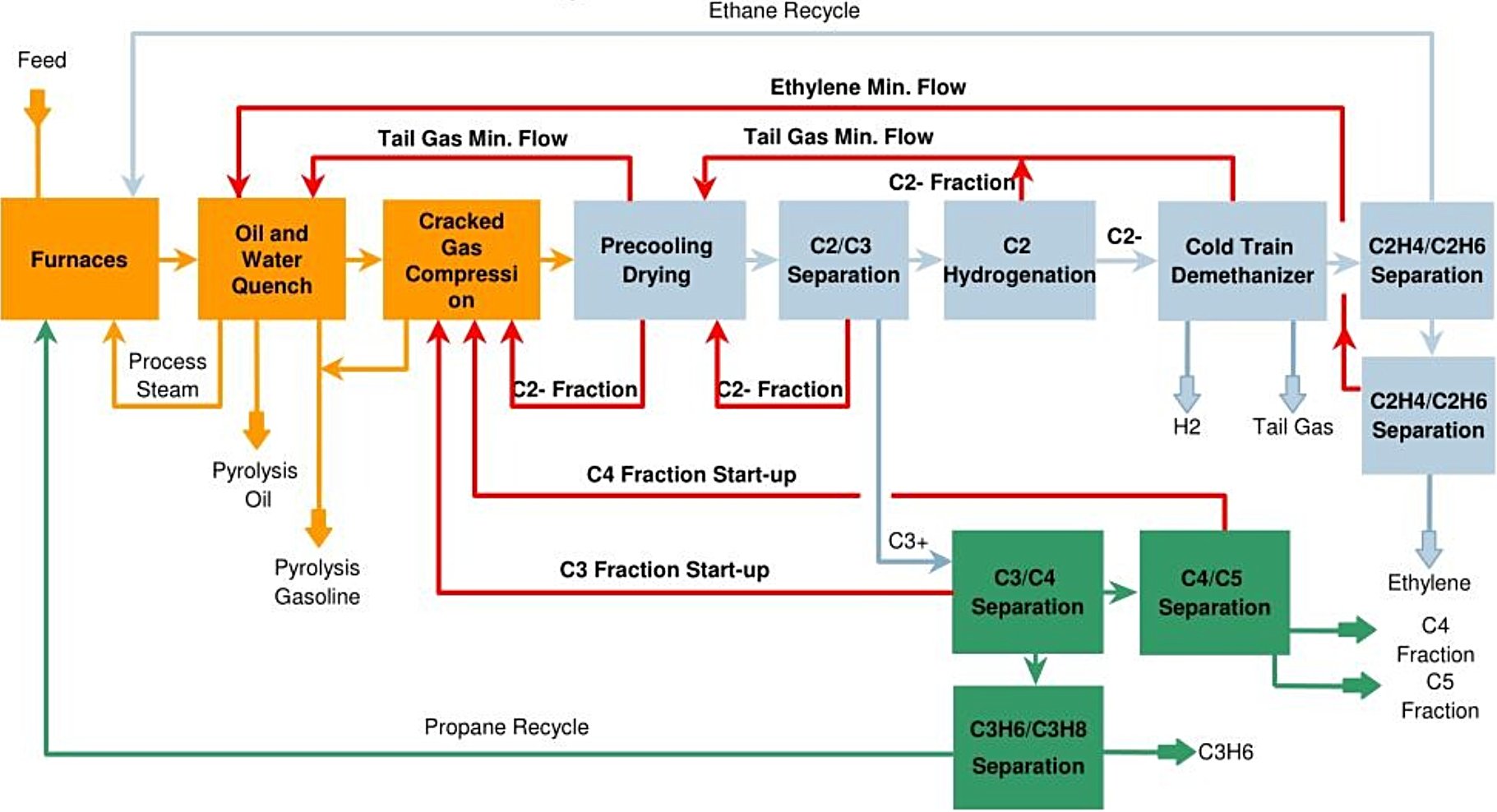
Linde Steam Cracking Process Flow Diagram
Linde Steam Cracking Process Flow Diagram

| Entity | Site (Country) | Asset (Plant) | |||
|---|---|---|---|---|---|

|

|
|
Olefin Plant | ||
|
|
|
|
Steam Cracker | ||
|
|
|
|
Naphtha Cracker | ||
|
|
|
|
Ethylene Plant | ||
|
|
|
|
EU2 | ||
|
|
|
|
Ethylene Plant | ||
|
|
|
|
LOC | ||
|
|
|
|
SCU 2 | ||
|
|
|
|
Naphtha Cracker | ||
|
|
|
|
Olefins Plant | ||
|
|
|
|
Gas Cracker | ||
|
|
|
|
Olefin 1 | ||
|
|
|
|
Olefin 2 | ||
|
|
|
|
EP-600 | ||
|
|
|
|
Steam Cracker | ||
|
|
|
|
DFCU | ||
|
|
|
|
Steam Cracker | ||
|
|
|
|
Olefin-4 | ||
|
|
|
|
Ethylene Plant | ||
|
|
|
|
ECU | ||
|
|
|
|
Gas Cracker |
Content provided by
| Transaction | Name | Date |
|---|---|---|
| Modified by |
|
4/28/2024 8:49 AM |
| Added by |
|
4/27/2024 12:52 PM |












