

Technology Type
- Type
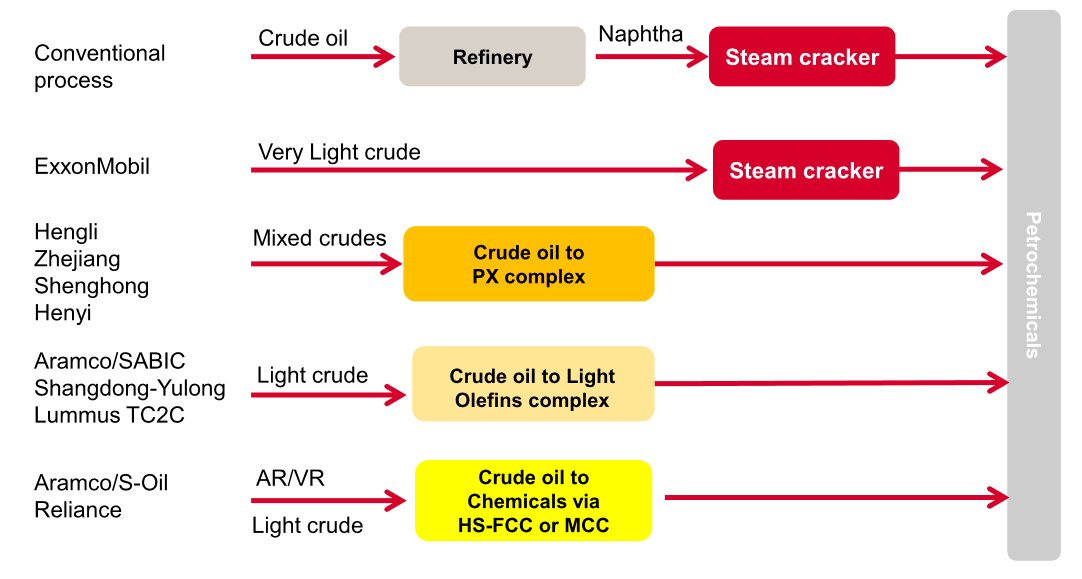
- Steam Cracking
- Process
- Cracking
- Abbreviation
- SC | SCU
-

- #TT4
Description


Insights from our Experts
|
2026/06/09 11:50 PM
Introduction and Context
Click here for full content
The crude oil refining industry currently faces significant challenges: raw material price volatility, growing societal pressure to reduce environmental impacts, and increasingly compressed refining margins. A more recent threat is the contraction of the consumer market for transportation fuels. In recent years, news of countries... |
|
2026/06/07 01:26 PM
Lindsey Refinery was placed into insolvency | Photo: Mike Seaman, shutterstock.com
A wave of closures is decimating the landscape of... |
|
2026/03/27 03:55 PM
Introduction :
Click here for full content
In high-severity fired heaters—including refinery reformers, DCU pass heaters, and cracker furnaces—accurate Tube Skin Temperature (TTST) monitoring and comprehensive thermal profiling are critical to ensuring asset integrity, operational safety, and sustained throughput stability.... |
|
2025/12/15 08:35 PM
Article Image: Green belt surrounding Triunfo's Petrochemical Complex 2 Braskem's Triunfo Petrochemical Complex in Rio Grande do Sul (RS) operates two complementary pathways for sustainable ethylene production, positioning the... |
|
2025/10/28 07:04 AM
China Petroleum & Chemical Corporation (Sinopec) has achieved remarkable success in developing proprietary steam cracking technology over the past three decades, transforming from a technology importer to one of the world's few owners of complete |
|
2022/09/10 12:00 AM
Renewable Content in Chemicals and Polymers
Click here for full content
In recent years, pressures have increased on the chemical industry, especially in Europe, to accelerate the transition to a so-called circular economy, whereas the equivalent to decarbonisation in the energy sector is a transition to carbon from renewable sources in the chemical and plastics industries,... |








Image

| Technology | Owner | Entity |
|---|---|---|

|
Dow Inc. | |
| Technology | Technology Entity | |

|
HQC | |

|
KBR | |

|
Linde plc | |

|
Lummus | |

|
SINOPEC TECH | |
|
Technip Energies |
Content provided by
| Transaction | Name | Date |
|---|---|---|
| Modified by |
|
3/9/2026 7:57 AM |
| Added | 11/9/2021 4:56 AM |












