

Technology
Technology Entity
Technology Models
Insights
Solutions
- Name
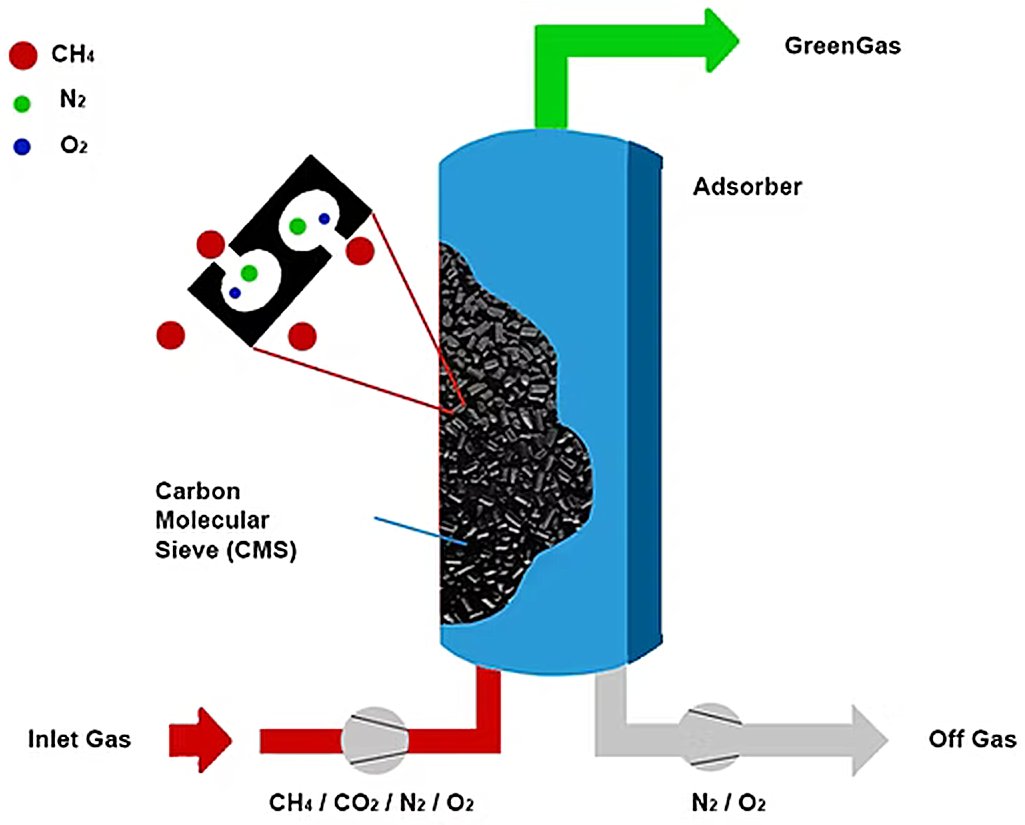
- Generic PSA Technology
- Owner
-
/ Undefined Technology Provider - Brand
- Process
- Gas processing
- Type
- Regenerative Adsorption (TSA, PSA, VPSA)
- Available
-

- #TE389
Description

Your insights will be shown here

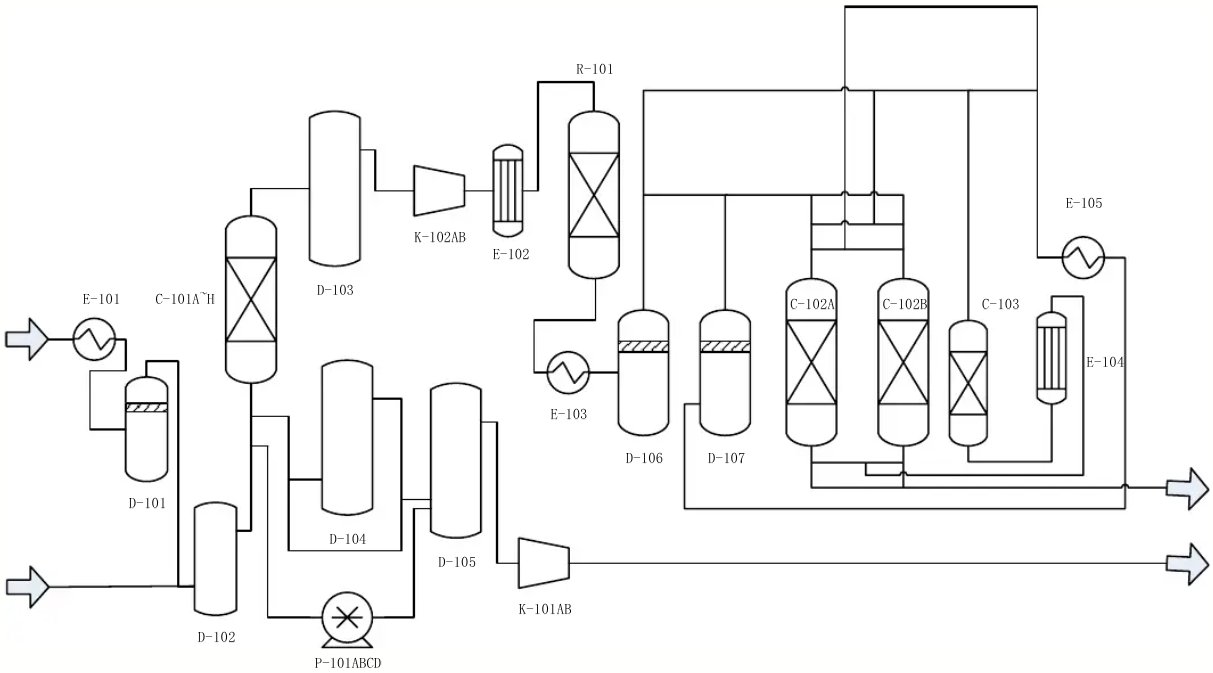
Schematic diagram of a six-bed PSA process (from description ref. nr. 10)
Schematic diagram of a six-bed PSA process (from description ref. nr. 10)
| Title | Date |
|---|
| Entity | Site (Country) | Asset (Plant) | |||
|---|---|---|---|---|---|

|

|
|
Helium Unit 1 | ||
|
|
|
|
Helium Unit 2 | ||
|
|
|
|
Helium Unit 3 | ||
|
|
|
|
PRU | ||
|
|
|
|
Helium 1 | ||
|
|
|
|
Helium 2 | ||
|
|
|
|
Helium 3 | ||
|
|
|
|
ROG H2 PSA | ||
|
|
|
|
CWS H2 PSA | ||
|
|
|
|
Resid HC H2 PSA | ||
|
|
|
|
SRGU |
Content provided by
| Transaction | Name | Date |
|---|---|---|
| Modified by |
|
1/18/2026 4:41 PM |
| Added by |
|
1/18/2026 9:48 AM |












