Process Summary
ROSE stands for Residuum Oil Supercritical Extraction. It is a solvent deasphalting (SDA) process developed and commercialized by Kerr-McGee Corporation, first licensed commercially in 1979, and acquired by KBR in 1995. The ROSE process uses a light paraffinic solvent under supercritical conditions to separate a heavy oil or residue feedstock — by molecular type rather than boiling point — into up to three product streams: Deasphalted Oil (DAO), Resins (in three-stage configurations), and Asphaltene Pitch.
The ROSE process differs from earlier propane deasphalting (PROPANE DA) technologies primarily through its supercritical solvent recovery system, which exploits the sharp density inversion of light solvents above their critical temperature, to recover ~85–93% of the circulating solvent above the solvent's critical temperature without evaporation, reducing heat and energy requirements significantly.
Feedstocks
ROSE is designed to process the full range of heavy petroleum residues:
Products
The ROSE process yields up to three distinct product fractions depending on configuration:
| Product |
Characteristics |
Typical Downstream Use |
| DAO (Deasphalted Oil) |
Low metals, low CCR,
higher H/C ratio |
FCC/RFCC feed, hydrocracker feed, lubes base oil,
LC-FINING Stage 2 feed |
Resins
(3-stage only) |
Intermediate quality,
moderate metals |
Fuel oil blending,
FCC feed at lower severity |
Asphaltene
Pitch |
High asphaltenes, metals, CCR; very low API |
Fuel oil blending, delayed coker feed, gasifier feed,
asphalt blending |
Process Description
Separation Principle
ROSE exploits the selective solubility behavior of light paraffinic solvents with heavy oil components. When a paraffinic solvent (C3–C5) is contacted with a residue feed, the aliphatic and naphthenic compounds dissolve into the solvent phase, while the polar, high-molecular-weight asphaltenes — which carry the bulk of the feed's metals, CCR, and nitrogen — are insoluble and precipitate out as the pitch phase. The separation is fundamentally by molecular polarity and molecular weight rather than volatility, which is why SDA recovers valuable aliphatic components that are unrecoverable by vacuum distillation alone.
The key contaminant rejection mechanism is that vanadium, nickel, and a significant portion of nitrogen are chemically bonded to asphaltene-type molecules and are essentially absent from paraffinic fractions — so the DAO product achieves order-of-magnitude reductions in metal content relative to the feed.
Figure 1 - ROSE Process Flow Diagram*
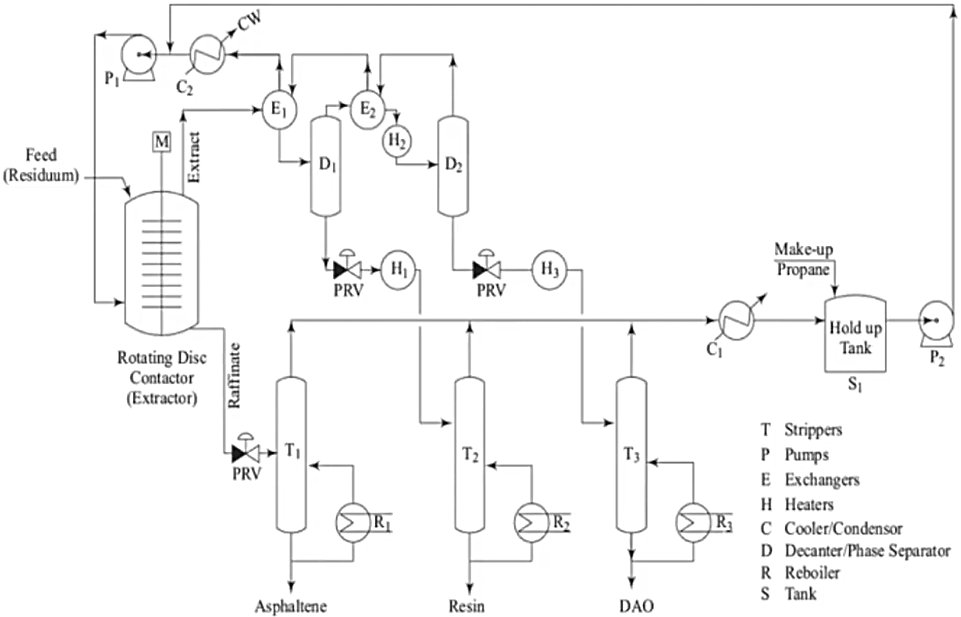
*An advanced equipment list is provided in the Appendix 1
Extractor Section
The vacuum residue feed is pressurized and pre-mixed with a portion of the recirculating solvent, then introduced into the asphaltene separator (extractor column). Solvent is also introduced at the bottom of the extractor, providing countercurrent liquid-liquid contact between the rising solvent phase and the descending heavy oil. Two streams exit:
- Overhead (rich solvent phase): DAO dissolved in solvent → routed to the DAO recovery section
- Bottoms (asphaltene phase): Pitch / asphaltenes with residual solvent → routed to the asphaltene stripping section
The asphaltene separator overhead temperature is the primary control variable for DAO yield: higher temperature decreases DAO solubility in the solvent, reducing yield but increasing DAO quality; lower temperature increases yield at the cost of higher contaminant carry-through.
Typical solvent-to-oil ratio is 4:1 to 8:1 (volumetric). Operating pressure is maintained above the solvent critical pressure throughout the high-pressure circuit.
Supercritical DAO Solvent Recovery
This is the core distinguishing feature of the ROSE process. The rich solvent overhead from the extractor is progressively heated through three heat exchangers in series:
- ROSE Exchanger — heat exchange against recovered lean (recycled) supercritical solvent
- DAO/DAO Solvent Exchanger — heat exchange against hot stripped DAO product
- DAO Separator Preheater — final top-up heating with hot oil or steam
At the DAO separator, the temperature is raised above the solvent's critical temperature (e.g., above 97°C for propane, above 152°C for n-butane, above 196°C for n-pentane) at maintained supercritical pressure. Above this critical temperature, the solvent's density drops abruptly to near gas-like values, rendering the DAO effectively insoluble and causing a clean phase separation. The lean solvent exits overhead, recovers its heat in the ROSE exchanger, and is recycled to the extractor by the solvent circulation pump.
Approximately 85–93% of the total solvent in the rich stream is recovered at the DAO separator in this single supercritical flash step — without any boiling or condensation. This means only 7–15% of the solvent inventory requires final stripping downstream. Total process heat consumption is approximately 34% of that required for single-effect evaporative solvent recovery schemes used in conventional propane DA units.
DAO Stripping Section
The DAO/residual solvent phase from the DAO separator bottom is processed through:
- DAO Flash Drum — pressure reduction; bulk residual solvent flashes off
- DAO Stripper — superheated steam contacts the DAO, stripping final traces of solvent to specification; steam rate ~0.5 lb/hr per BPD of DAO product
- DAO Pump — product routed to battery limit
Asphaltene Stripping Section
The asphaltene/solvent mixture from the extractor bottoms is heated in the asphaltene/feed exchanger and asphaltene flash heater, then processed through:
- Asphaltene Flash Drum — bulk solvent removal
- Asphaltene Stripper — steam stripping of residual solvent
- Asphaltene Pump — positive displacement type required due to extreme product viscosity; product cooled against incoming asphaltene/solvent streams before routing to blending or further processing
Three-Stage Configuration
For three-stage configurations (DAO + Resins + Pitch), an additional intermediate resin recovery train — a resin separator, resin flash drum, and resin stripper — is inserted between the asphaltene separator and the DAO separator, replicating the supercritical separation logic at an intermediate operating temperature. The ROSE unit design is otherwise predominantly carbon steel construction and is considered mechanically simple relative to thermal conversion alternatives.
Solvent Selection
Solvent selection is the primary design decision for a ROSE unit, as it determines the yield-quality trade-off:
| Solvent |
Critical Temp (°C) |
Maximum DAO Yield
(wt% of feed) |
DAO Quality |
| Propane (C3) |
97 |
~50% |
Highest (lubes grade) |
| i-Butane |
135 |
~66% |
High |
| n-Butane (C4) |
152 |
~74% |
Medium-high |
| n-Pentane (C5) |
196 |
~84% |
Lower (transport fuels) |
A heavier solvent increases DAO yield ("lift") but simultaneously raises the carry-through of contaminants (metals, CCR, sulfur, nitrogen) into the DAO. A lighter solvent produces a cleaner but smaller DAO fraction. The Chevron Richmond ROSE unit was designed to handle both butane and pentane solvents, allowing seasonal optimization between yield and quality.
Operating Variables & Control
| Control Variable |
Effect |
| Asphaltene separator temperature (↑) |
Lower DAO yield,
higher DAO quality |
| Asphaltene separator temperature (↓) |
Higher DAO yield,
lower DAO quality |
| Solvent-to-oil ratio (↑) |
Marginally increases yield;
increases equipment sizing |
| DAO separator temperature |
Controls supercritical phase split;
critical for lean solvent recovery efficiency |
| DAO separator pressure |
Controlled by recycle solvent flow
from HP system |
Utility Consumption
Published process requirements per barrel of feed:
| Utility |
Propane |
n-Butane |
n-Pentane |
| LP Stripping Steam (lb/bbl) |
12 |
12 |
12 |
| Electricity (kWh/bbl) |
1.5–2.1 |
1.4–2.0 |
1.3–1.9 |
| Process Heat (MMBtu/bbl absorbed) |
0.097–0.147 |
0.070–0.104 |
0.057–0.086 |
| Solvent Loss (wt% of feed) |
0.05–0.10 |
0.05–0.10 |
0.05–0.10 |
DAO Yield and Quality: Key Trade-off
The operational yield-quality trade-off for a 150,000 BPD refinery case study:
| SDA Lift |
DAO API |
DAO Volume (BPD) |
Pitch API |
Pitch Volume (BPD) |
| ~18 wt% (low) |
25.0° |
3,485 |
2.8° |
13,941 |
| ~37 wt% (high) |
16.8° |
6,970 |
0.8° |
10,455 |
Higher lift increases DAO volume but reduces API gravity and increases metal/CCR carry-through.
Refinery Economics Impact
For a 150,000 BPD crude throughput refinery, adding a ROSE SDA unit generates the following gross margin improvement (2020 figures):
| SDA Lift |
Incremental Gross Margin ($/bbl crude) |
Annual Benefit |
| ~20 wt% |
$0.26/bbl |
~$15.2 million/yr |
| ~40 wt% |
$0.48/bbl |
~$28.0 million/yr |
Integration with CLG LC-MAX®
Within CLG's LC-MAX® integrated residue upgrading configuration, ROSE serves as the SDA backbone between two ebullated-bed LC-FINING hydrocracking stages:
- LC-FINING Stage 1 — hydrocracking of neat vacuum residue at 48–60% conversion
- ROSE SDA — 70–75% DAO lift from Stage 1 unconverted residue; pitch rejected with majority of metals
- LC-FINING Stage 2 — DAO hydrocracked at 75–85% conversion
Overall vacuum residue conversion in LC-MAX exceeds 90%, catalyst consumption is reduced by 10–15% versus standalone high-conversion LC-FINING (due to metals rejection in pitch), and sediment levels remain below 200 wppm.
Commercial Experience
As of November 2019, ROSE has accumulated more than 60 commercial licenses with a total licensed capacity approaching 1.6 million BPSD across fuel, lube, and petrochemical applications.
References
- KBR (Jul 2019). Technology brochure: ROSE® Residuum Oil Supercritical Extraction
- KBR (Nov 19, 2019). KBR's Proprietary ROSE® Technology Selected for Major Modernization Project at Refinery in India
- Abdel-Halim, T., & Kellogg, R. F., Kellog Brown & Root, Inc. (2004). Chapter 10.2: The ROSE Process. In Handbook of Petroleum Refining Processes. McGraw-Hill
- Mihail Editoiu (Nov 16, 2022). Deasphalting Unit - ROSE. Youtube video
- Jaimin Pandya, LJIET Chemical Engineering Department. ROSE Process. Youtube video
- Romero, S., Becht Engineering (Oct 6, 2020). The Role of Solvent Deasphalting (SDA) in Refining. Refining Community
- Baldassari M. & Mukherjee U., Chevron Lummus Global (2012). Paper AM-12-73: LC-MAX and Other LC-FINING Process Enhancements to Extend Conversion and On-stream Factor. Presented at the Annual Meeting of the American Fuel & Petrochemical Manufacturers (AFPM), March 11–13, 2012, Manchester Grand Hyatt, San Diego, CA
The following equipment list covers the complete two-stage (DAO + Pitch) ROSE unit for a 30,000 BPD design basis:
| Item |
Equipment Description |
| 1 |
Feed Surge Drum |
| 2 |
Asphaltene Separator (Extractor Column) |
| 3 |
DAO Separator (Supercritical Flash Drum) |
| 4 |
Asphaltene / Feed Exchanger |
| 5 |
ROSE Exchanger (supercritical lean/rich solvent heat recovery) |
| 6 |
DAO / DAO Solvent Exchanger |
| 7 |
DAO Separator Preheater |
| 8 |
Solvent Cooler |
| 9 |
Feed Pump |
| 10 |
Solvent Circulation Pump |
| 11 |
DAO Flash Drum |
| 12 |
Asphaltene Flash Drum |
| 13 |
Solvent Surge Drum |
| 14 |
DAO Stripper Heater |
| 15 |
Asphaltene Flash Heater |
| 16 |
Solvent Condenser |
| 17 |
Recycle Solvent Pump |
| 18 |
DAO Stripper |
| 19 |
Asphaltene Stripper |
| 20 |
LP Solvent Drum |
| 21 |
Asphaltene Stripper Heater |
| 22 |
Steam Heater |
| 23 |
Stripper Condenser |
| 24 |
DAO Pump |
| 25 |
Asphaltene Pump (positive displacement) |
| 26 |
Sour Water Pump |
| 27 |
LP Solvent Pump |
| 28–30 |
Hot Oil System (Surge Drum, Furnace, Circulation Pump) |






















