Technology Origin and Development
Chevron's lube hydroprocessing experience in this field dates to 1984, when the company combined catalytic dewaxing with hydrocracking and hydrofinishing at their Richmond Lube Oil Plant (RLOP) in California, at the time employing catalysts to crack n-paraffins in a conventional catalytic dewaxing configuration. During subsequent years, Chevron developed a selective wax isomerization catalyst, which was first commercialized at RLOP in 1993, marking the introduction of the ISODEWAXING catalytic dewaxing technology. When Chevron Lummus Global (CLG) was formed as a joint venture between Chevron U.S.A. Inc. and Lummus Technology (a CB&I company), the technology became part of CLG's base oil technology portfolio.
Technology Summary and Chemistry
Fundamental approach: Rather than removing wax molecules (as solvent dewaxing does) or cracking them to light hydrocarbons (as conventional catalytic dewaxing does), ISODEWAXING catalytically isomerizes the molecular structure of n-paraffins into C₂₀+ isoparaffins (Fig. 1).
Figure 1 - Chemistry of catalytic dewaxing inside molecular sieving zeolites
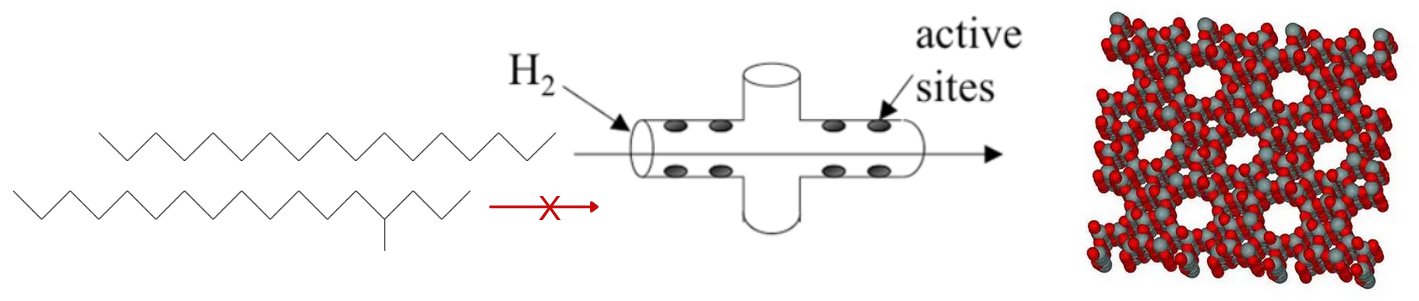
Selective cracking takes place inside the pores of the catalyst.
n-Alkanes can enter the pores, but bulky iso-alkanes cannot.
Zeolite structure shown on the right hand side.
Catalysts: ISODEWAXING catalysts are bifunctional zeolite/alumina-based systems. The zeolitic acid function provides shape selectivity, while the metallic function (noble metal, typically Pt at low loadings) provides hydrogenation/dehydrogenation activity. Active metals including Pt, Ni, Co, Fe, and Zn, or combinations thereof, are introduced via inorganic precursors (chloride, nitrate) or organometallic precursors (carbonyl, acetylacetonate). CLG has continuously developed successive catalyst generations (Gen 1 through Gen 5), with each generation targeting improved activity, lube yield, and ability to process more severe feedstocks.
Chemical Transformation: The ISODEWAXING reactor isomerizes normal paraffins to high viscosity index (VI) isoparaffins, lowering the pour point. A portion of paraffins undergoes mild hydrocracking to highly saturated light products including high-smoke-point jet fuel and high-cetane-index diesel. The resulting isoparaffins exhibit high VI, low pour points, and good resistance to oxidation.
Yield rationale: Because ISODEWAXING preserves the base oil's paraffinicity through isomerization rather than removing or cracking wax molecules, the process generates higher product VI and higher base oil yields compared to solvent dewaxing and conventional catalytic dewaxing.
Process Description
Feed Preparation and Heating:
Waxy neutral oil feed from a hydrocracker or hydrotreater, together with treat gas, is preheated via furnace and fed to the ISODEWAXING reactor. The ISODEWAXING/ISOFINISHING unit operates with a dedicated high-pressure recycle gas loop, which is maintained separate from the recycle gas system of the upstream hydrocracker/hydrotreater when the processes are combined in an integrated unit.
ISODEWAXING Reactor:
The preheated feed enters the fixed-bed ISODEWAXING reactor where catalytic isomerization occurs under hydrogen pressure:
- Reaction type: Catalytic isomerization of n-paraffins to isoparaffins, with concurrent mild hydrocracking
- Hydrogen: High-pressure recycle gas loop with make-up hydrogen
- Product characteristics: High-VI isoparaffins with reduced pour point; saturated light products (jet, diesel) as co-products
Reactor Conditions:
- Temperature (T): 250–350 °C
- Hydrogen pressure: Low (<1,000 psi / <70 kg/cm²), moderate (1,000–2,000 psi / 70–141 kg/cm²), or high (>2,000 psi / >141 kg/cm²) depending on feedstock and integration configuration
- Weight Hourly Space Velocity (WHSV): up to 3 hr⁻¹
- Processing mode: Once-through; no recycling of unconverted wax required
Product Separation:
The effluent from the ISODEWAXING reactor is routed to the separation system (hot/cold separation, fractionation, product recovery), which separates light products (jet fuel, diesel), dewaxed base oil, and recycle hydrogen.
Integration with ISOFINISHING:
In the integrated configuration, the ISODEWAXING reactor effluent is fed directly to the ISOFINISHING reactor, where residual aromatics are saturated to naphthenes over a noble-metal catalyst, yielding a finished neutral oil after atmospheric and vacuum distillation.
Figure 2 - Molecular Transformation during ISODEWAXING and ISOFINISHING [6]
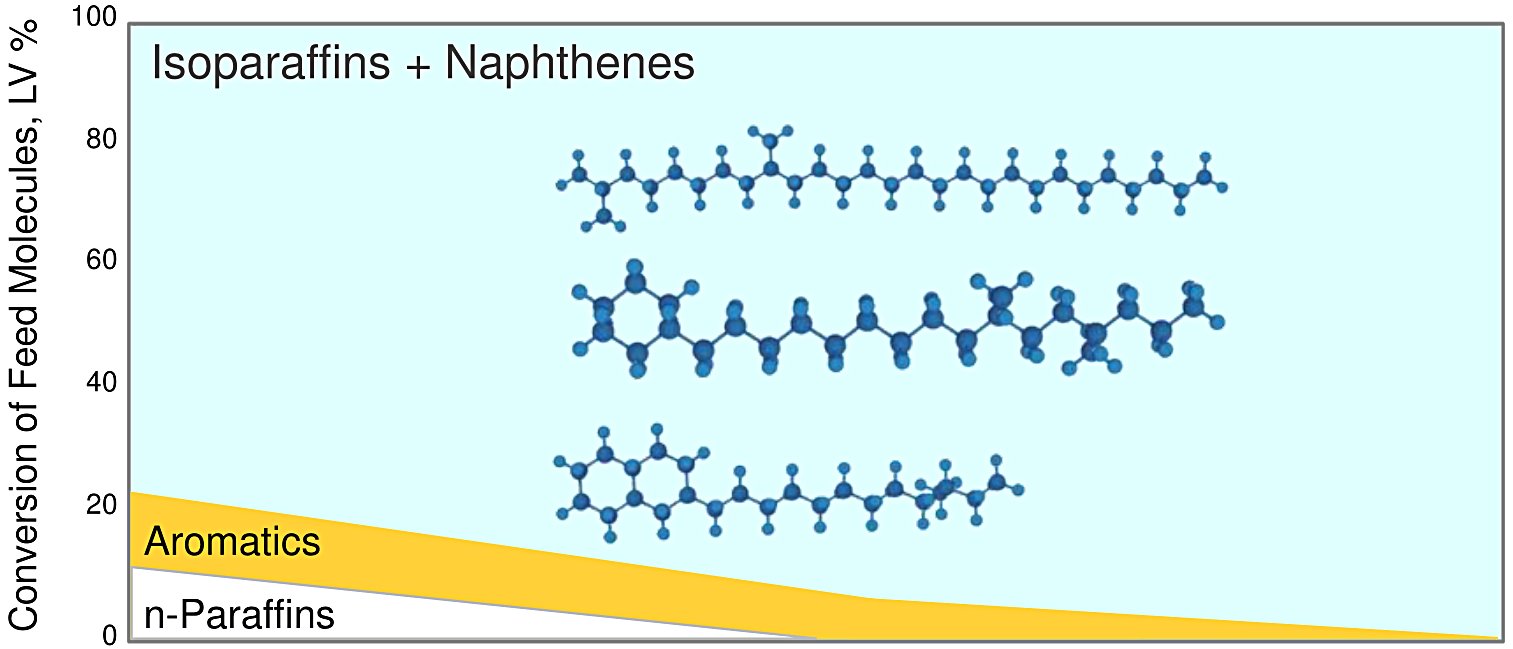
ISODEWAXING converts paraffins → iso-paraffins
ISOFINISHING converts aromatics → naphthenes
Performance and Yields
Feedstock Flexibility:
ISODEWAXING has been demonstrated commercially and in pilot plant operations with the following feed types:
Yield Comparison:
Table 1 - Dewaxing technologies product yields compared [2]
| Technology |
Hydrocracker Waxy Base Oil Yield* |
Dewaxer Feed Rate (BPD) |
Dewaxer Yield % |
Base Oil Yields (BPD) |
| Catalytic dewaxing |
52% |
5,200 |
81% |
4,200 |
| Solvent dewaxing |
63% |
6,300 |
84% |
5,300 |
| ISODEWAXING |
75% |
7,500 |
94% |
7,050 |
*per 10,000 BPD feed rate
Key Performance Metrics:
- Space Velocity: higher than conventional hydrofinishing, allowing smaller reactor and lower investment
- Dewaxer yield: 94% (vs. 84% for solvent dewaxing, 81% for catalytic dewaxing)
- Overall base oil yield: 67% higher than catalytic dewaxing, 33% higher than solvent dewaxing
- Hydrocracker severity: ISODEWAXING allows the upstream hydrocracker to operate at lower conversion severity while still achieving target base oil quality, thereby increasing overall lube yields
- Viscosity Index range: 95 to 140 and above
- Pour point range: −9 to −15 °C (standard) to below −40 °C (ultra-low pour point grades)
- Slack wax processing: once-through process capable of producing 140 VI base oils from slack wax without unconverted wax recycle
- Hydrocracker severity: Using ISODEWAXING catalyst allows refiners to lower processing severity in the hydrocracker and substantially increase yields
Commercial Deployment and Market Experience
- First commercial unit: Richmond Lube Oil Plant (RLOP), California, USA – 1993
- As of 2011: Over two-thirds of the world's Group II and Group III base oils were reported to be produced using ISODEWAXING technology
- Reference plant partners (as of 2023): Bharat Petroleum (BPCL), BAPCO, IndianOil, ADNOC, SK Lubricants, KNPC, Sinopec, Luberef, NESTE, LOTOS, Suncor Energy, PEMEX, and GS Caltex.
- Renewable application: CLG's ISODEWAXING technology was employed in the startup of Novvi's 100% renewable base oil unit at Deer Park, Houston, Texas, in 2021
- Coal-to-liquids application: Shanxi Lu'An Taihang Lubricants Co. Ltd. started up a CLG-licensed ISODEWAXING unit at a coal-to-liquids (CTL) plant in Shanxi Province, China
References
- Abbas A.S., University of Bagdad (2009 estimated). Isodewaxing & Isofining Technologies. SCRIBD
- Chevron Lummus Global. ISODEWAXING (accessed February 16, 2026)
- Outhwaite A. & Rosenbaum, J. (2011). Base oils – An evolving landscape. Lubrisense White Paper, 11-11. Axel Christiernsson AB
- Eser S. FSC 432: Petroleum Refining — Catalytic Dewaxing. Penn State University (accessed February 16, 2026)
- Mostyn T., Hydrocarbon Engineering (August 22, 2019). Chevron Lummus Global awarded hydroprocessing technology contract
- Bhattacharya, S., Chevron Lummus Global (May 5, 2023). The Evolution of Base Oil Hydroprocessing. Paper presented at the 27th ICIS World Base Oils and Lubricants Conference
- CB&I (2012). ISODEWAXING & ISOFINISHING brochure. Retrieved via Yumpu





















