Flexicoking™ is a continuous fluidized-bed thermal conversion process for heavy residue upgrading, developed by ExxonMobil as a direct evolution of Fluid Coking™. Both technologies are fluid-bed processes derived from the fundamental principles of FCC (Fluid Catalytic Cracking), tightly integrating endothermic reactions (cracking, coking, gasification) with exothermic coke combustion in a continuously circulating solids circuit. Flexicoking extends Fluid Coking by adding a gasifier vessel, enabling partial or complete conversion of the coke product into a low-calorific-value Fuel Gas (Flexigas), minimizing or eliminating petroleum coke from the product slate. The first commercial Flexicoking unit was commissioned at Toa Oil Co., Japan, in 1976 at a feed rate of 20 Mb/d.
Feedstock
The process converts vacuum distillation bottoms (VDB) — the heaviest, lowest-value fraction from the vacuum distillation unit — into higher-value products. It accepts a wide range of feed quality including high Conradson Carbon Residue (CCR), sulfur, and metals content, without requiring a feed furnace, which is a key capital cost advantage. Typical feed properties for a high-sulfur Middle Eastern-derived vacuum residue, as processed at the Toa Oil Keihin Refinery, are: density 1.01–1.03 g/cm³, sulfur 4.0–4.7 wt%, CCR 19–22 wt%, and Ni+V metals up to 230 wtppm (ref. #8).
Process Configuration
The Flexicoking unit combines three fundamental operations: thermal hydrocarbon cracking, carbon gasification, and fluidized-bed operation. Unlike delayed coking where reactions occur in the bulk liquid phase inside static drums, in Flexicoking coking takes place on the surface of small, continuously circulating coke particles — enabling highly efficient heat transfer and fast reaction rates across a collectively large particle surface area.
The process is organized into seven sections:
1 – Feed Section
The vacuum residue feed is introduced into the reactor at 600–620°F and ~2 bar pressure, ensuring proper atomization and distribution while avoiding wall buildup and agglomeration. The slurry feed tank is maintained sub-cooled by blending with heavy recycle/pitch to prevent premature cracking prior to reactor injection.
2 – Reaction and Scrubbing Section
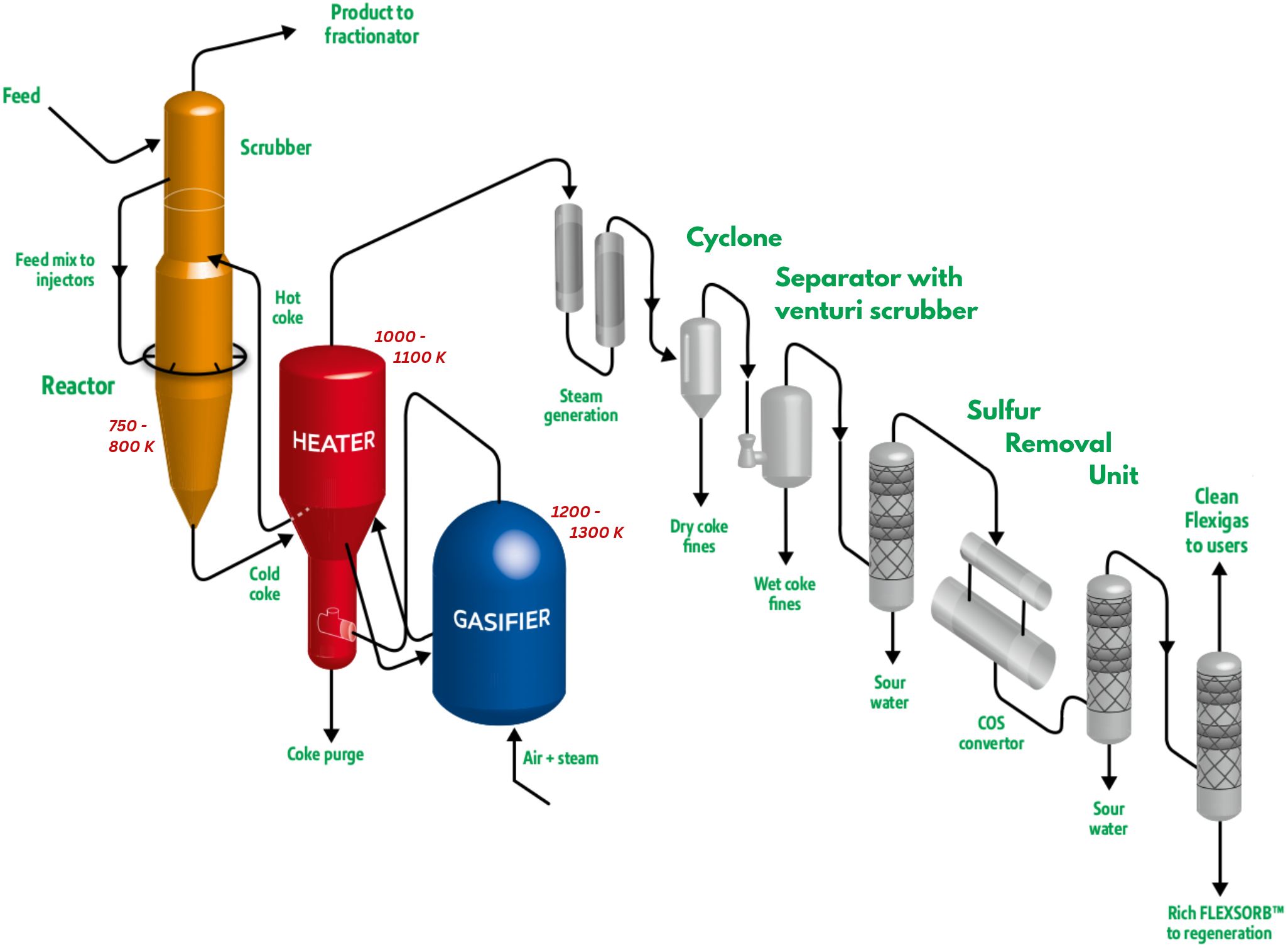
This is the core of the process, comprising the Reactor, Heater, Gasifier, Elutriatior, transfer lines, and Scrubber:
-
Reactor – Preheated feed is sprayed onto hot, circulating coke particles. Thermal cracking occurs on the particle surfaces at 964–980°F (~518°C) and ~2 bar (12 psig). Lighter cracked hydrocarbons vaporize and pass through internal cyclones to prevent condensation of desired products. Uncorked hydrocarbons are stripped from coke particles using steam in the stripping section; stripped coke is then returned to the heater via the cold coke transfer line.
Heater (Combustor) – Operates at 1,100°F (593°C) and 30.8 psig. Here, combustion of gas (not coke) predominates, as gas-phase reactions are faster than gas-solid reactions. Hot Flexigas arriving from the gasifier at ~1,550°F is distributed in the heater, consuming all available air. Air is injected to burn approximately 15–30% of the coke produced in the reactor, and hot particles recirculate to the reactor to supply coking heat.
Gasifier – Operates at 1,625°F (885°C) and 34 psig. Surplus coke not consumed in the heater reacts with Steam and Air to produce Flexigas. 88–92% by weight of the coke from the reactor is gasified. The gasification chemistry proceeds in two zones:
Oxidation zone:
C + 0.5 O2 → CO
CO + 0.5 O2 → CO2
Reduction zone:
C + H2O → CO + H2
H2O + CO → CO2 + H2
On the gasifier outlet, fine particulates are removed by cyclones, and the gas is cooled in a direct-contact cooler to condense Sour Water and recover clean Flexigas for use as refinery fuel in boilers and furnaces, or for steam and power generation.
-
Elutriatior – Excess coke withdrawn by level control is cooled here, then conveyed to bed silos via dilute-phase pneumatic transport.
Operating Conditions Summary
| Vessel |
Temperature (°F) |
Pressure (psig) |
| Reactor |
965–980 |
12 |
| Heater (Combustor) |
1,100 |
30.8 |
| Gasifier |
1,625 |
34 |
(Source: ExxonMobil Texas unit, ref. #7)
3 – Flexigas Conditioning Section
Raw Flexigas leaving the gasifier contains 5,000–7,000 ppm H₂S. It is treated in an absorber tower using FLEXSORB™ selective solvent to remove H₂S and COS. After treatment, H₂S content is reduced to 10–20 ppm and COS to 5–30 ppm (ref. #8), yielding a clean Low Calorific Gas (LCG / Flexigas) suitable for direct combustion in refinery furnaces and boilers.
Flexigas composition after scrubbing, as measured at the Toa Oil Keihin unit (ref. #9):
| Component |
mol% |
| CO |
22–23% |
| H₂ |
12–13% |
| N₂ |
55–57% |
| CO₂ |
6–7% |
| CH₄ + C₂ |
1.9–2.5% |
Heating
value |
1,100–1,200 kcal/Nm³
(~90–100 BTU/scf) |
At the Toa Oil unit (27 kb/d), Flexigas is produced at approximately 220,000 Nm³/hr and is utilized as follows: ~50% to refinery furnaces (crude preheating, pipestills, hydrogen plant, steam superheaters) and ~50% to an adjacent power plant boiler for co-generation of electricity and steam, in operation since 2003 (ref. #8).
4 – Fractionation Section
The fractionator separates the thermal conversion products from the reactor into the desired cut ranges for downstream treatment, analogous in operation to an atmospheric distillation tower.
5 – Compression and Light Products Recovery
A compressor and distillation columns process the fractionator overhead, separating the stream into fuel gas, olefins (C₃, C₄), and heavier products. Lighter C₁–C₂ components are routed to the refinery fuel gas system.
6 – Solid and Slurry Coke HandlingA net purge stream of 2–4 wt% on fresh feed of non-gasified low-sulfur coke exits the system via the elutriatior to temporary bed silos in order to extract accumulated feed metals; at the Toa Oil Keihin Refinery this coke is sold to a cement manufacturer (ref. #8). In full-gasification mode the net purge can be reduced to approximately 1 wt%, functioning solely as a metals bleed. Coke fines entrained in the Flexigas stream are recovered in two stages: (1) cyclones separating coarse fines, and (2) a liquid-solid impaction scrubber capturing residual ultra-fine particles, forming a coke slurry.
7 – Merox Treatment (Butane and Light Naphtha)
Two Merox treating units oxidize mercaptans to disulfides using an organometallic catalyst in an alkaline/oxygen environment near ambient temperature — one for light naphtha and one for butane.
Product Slate
Product distribution depends on two key operational variables: reactor temperature (directly controlling cracking severity) and the bottom product cut point (recycle ratio), which can shift yields toward either more gaseous or more liquid products. The following table presents both a generic operating case (ref. #7) and the actual range measured at the Toa Oil Keihin unit (ref. #9):
| Product |
Generic case (wt%) |
Toa Oil actual (wt%) |
Downstream use at Toa Oil |
Flexigas
(LCG) |
22% |
— |
50% refinery furnaces;
50% power plant co-gen |
Refinery Gas
(C₁–C₂) |
10% |
8.5–10.0% |
Gas turbine /
fuel gas system |
Propylene
(C₃=) + C₃/C₄ |
5% |
4.8–6.5% |
C₃H₆ / C₃H₈ recovery;
poly naphtha feed |
| Light Naphtha |
4% |
19.0–21.0% (combined) |
Caustic treat →
motor gasoline blending |
| Heavy Naphtha |
8% |
(included above) |
Hydrotreated →
catalytic reformer feed |
| Light Gas Oil |
12% |
36.0–39.0% (combined) |
Hydrotreated →
diesel pool |
| Heavy Gas Oil |
22% |
(included above) |
Hydrotreated →
FCC feed |
| Slurry / Slop |
14% |
— |
— |
| Coke purge |
3% |
2–4% |
Sold to cement
company |
The two dominant products are Heavy Gas Oil and Fuel Gas / Flexigas. Residual coke output ranges from approximately 1 wt% in full-gasification mode (metals purge only) to 2–4 wt% in typical partial-gasification operation — in both cases far below the coke yields of delayed coking.
Flexicoking™ vs. Delayed Coking
| Feature |
Flexicoking™ |
Delayed Coking |
| Coke production |
~1–4 wt% purge only |
High
(bulkypetcoke product) |
| Operation mode |
Continuous |
Batch
(drum cycling) |
| Coke handling |
Enclosed,
no open pits |
Open piles /
drum cutting |
| Emissions |
Low SOx, NOx,
particulates |
Higher particulate
& hydrocarbon emissions |
| Capital investment |
Lower
(compact carbon steel) |
Higher when combined
with petcoke gasification |
| Feed flexibility |
Wide CCR, sulfur,
metals range |
More limited |
Key Advantages
-
Flexible – Handles a wide range of feed CCR, sulfur, and heavy metals content without requiring a feed furnace, enabling processing of the heaviest vacuum residues that would challenge other conversion routes
-
Multi-purpose – High-sulfur coke is converted to clean, low-cost Flexigas, usable directly in refinery furnaces, boilers, and gas turbines, or further processed to recover H₂, N₂, and CO₂
-
Economic – A compact, carbon-steel gasifier combined with the absence of a feed furnace delivers significantly lower capital investment compared to delayed coking paired with a separate petcoke gasification unit
-
Environmental – Continuous operation within a fully enclosed, closed-coke-handling system minimizes hydrocarbon emissions; Flexigas combustion produces substantially lower SOx and NOx than direct combustion of high-sulfur petcoke
Licensing
Flexicoking™ technology is jointly offered through an alliance between ExxonMobil Catalysts and Licensing (technology developer and process guarantor) and Axens (licensing and engineering services), formalized in a 2020 alliance agreement.
References
- ExxonMobil Flexicoking Factsheet
- ExxonMobil Resid Conversion (FLEXICOKING™) page
- Axens – Thermal Process (Flexicoking)
- ExxonMobil–Axens Alliance Agreement – ExxonMobil Press Release (via Internet Archive, archived 3 Jun 2023 - 24 Jan 2025) | Axens Press Release
- Scribd – EM Flexicoking Brochure
- PSU e-Education FSC 432 – Fluid and Flexi-Coking (via Internet Archive, archived 26 November 2023)
- Flexicoking: Fundamentos y Rol en la Industria de los Hidrocarburos – Germán Mendoza S., Academia.edu
- Farabi University — Lecture №12 Flexicoking
- Toa Oil Co., Ltd. – FLEXICOKING Technology for Upgrading Heavy Oil and Utilization of By-products, Japan-China-Korea Petroleum Technology Seminar, Tokyo, Dec 2007





















