Technology History and Development
The EtE EverGreen™ (Ethanol-to-Ethylene) technology was originally developed by Braskem beginning in 2007 at its Technology and Innovation Center located at the Triunfo Petrochemical Complex in Rio Grande do Sul, Brazil. Braskem invested USD $290 million to construct the world's first industrial-scale green ethylene unit (BRK Green), which commenced operations in September 2010 with an initial capacity of 200,000 tons/year of polymer-grade ethylene from sugarcane-derived bioethanol.
After 15 years of continuous commercial operation demonstrating the technology's reliability and scalability, Braskem completed a USD $87 million expansion project in June 2025, increasing the Triunfo plant capacity by 30% to 260,000 tons/year.
In June 2025, Braskem entered into an exclusive global licensing agreement with Lummus Technology, designating Lummus as the worldwide licensor for the technology under the commercial name EtE EverGreen™.
The collaboration enables global deployment of EtE EverGreen™ technology, with initial projects under development in the United States and Thailand. The Thailand project (Braskem-SCG joint venture) awarded its FEED contract to Toyo Engineering in November 2024, marking the first licensed deployment of the technology.

Braskem's BRK Green Ethanol-to-Ethylene Plant at Triunfo RS, Brazil Facility | Credit: Case Story - uptime megazine (Jan 2013)
Feedstock Specifications and Purification
The technology is designed to process Brazilian fuel-grade bioethanol (both anhydrous and hydrous) meeting ANP (National Agency of Petroleum, Natural Gas and Biofuels) specifications. The technology accepts hydrous ethanol: 93% ethanol by weight (preferred feedstock) or anhydrous ethanol: >99.3% ethanol by weight with maximum impurity specifications per ANP (2011): Hydrocarbons: ≤3 vol%, Chloride: ≤1 mg/kg, Sulfate: ≤4 mg/kg, Iron: ≤5 mg/kg, Sodium: ≤2 mg/kg,Copper: ≤0.07 mg/kg (2013 patent).
During extended commercial operation at the Triunfo facility, even ANP-specification fuel ethanol containing salt concentrations well below regulatory limits caused unexpected catalyst deactivation during long campaigns, salt accumulation in the reactor top section, reducing catalyst surface area by 60% over 30 days, loss of selectivity toward ethylene with increased formation of undesired byproducts (CO, CO₂, methane) after 150 days of operation, equipment fouling, corrosion, and scale formation in evaporators and heat exchangers, and the generation of contaminants (CO at >30 ppb) detrimental to downstream Ziegler-Natta polymerization catalysts.
The root cause for these problems was identified as fermentation-derived bioethanol containing inorganic salts, organic impurities and transportation contaminants. Even with mist eliminators installed post-evaporation, salt-containing droplets were dragged into the reactor, poisoning both Brønsted and Lewis acid sites on the alumina-based catalyst.
The solution developed consists in ion exchange resin purification of the ethanol feedstock comprising a combination of cationic resin vessel and anionic resin vessel resulting in complete demineralization, with salts converted to water retained in regenerable resin beds, and performance verification (200-day campaign) showing CO and CO₂ concentrations remaining constant throughout 200 days; methane showing only linear minimal increase with purified feedstock, compared with CO, CO₂, and methane increasing abruptly after 150 days without purification.
Process Configuration and Operating Parameters
Reactor Arrangement
Braskem's latest 2024 patent addresses a fundamental inefficiency identified during 15+ years of commercial operation consisting in traditional ethanol dehydration fixed-bed reactors suffering from inefficient catalyst utilization, idle layers operating at lower temperatures (<280°C), increasing pressure drop, and compressor sizing penalties.
The solution to this problem consists in implementing a catalytic-active Zone ≥90% of catalyst bed during entire catalyst campaign, with preferred embodiment achieving 100% active zone throughout the multi-year operating period, the zone being defined as a catalytic-active zone operating at 280-500°C (preferably 360-470°C for ethanol-to-ethylene conversion) and an idle catalyst zone <10% of catalyst bed (preferably 0% - complete elimination).
Reactor type consists in multiple fixed-bed catalytic reactors operating in vapor phase, adiabatic operation with the following reactor arrangement:
- Series-parallel configuration of multiple reactors
- Each reactor maintains ≥90% catalytic-active zone (preferably 100%)
- Inter-reactor mixing: Partially converted effluent from upstream reactor(s) mixed with fresh purified ethanol feed before entering next reactor
- Progressive conversion strategy: Maintains high catalytic activity across all reactor beds while preventing formation of idle zones
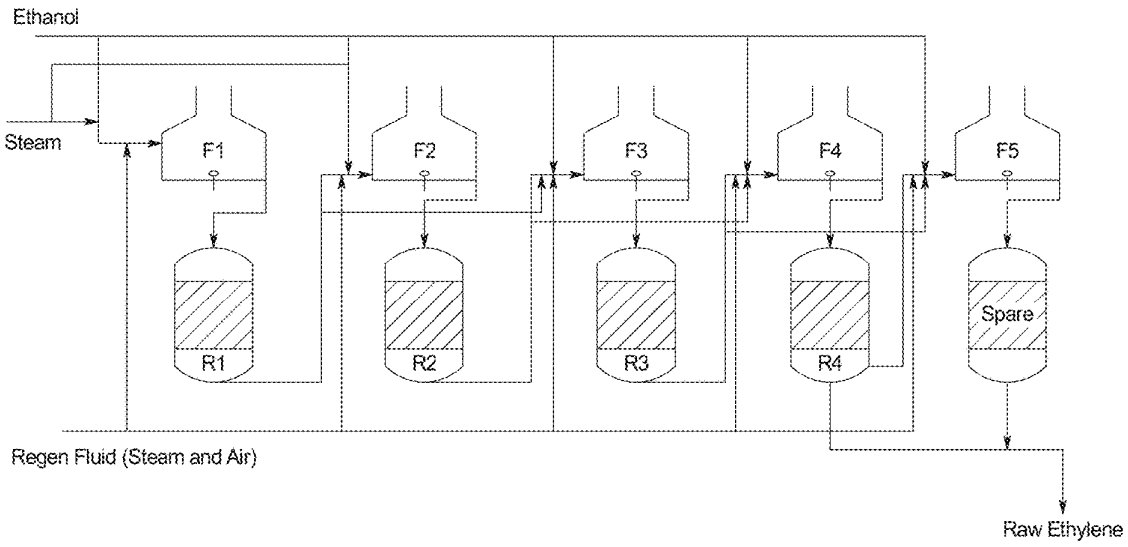
Braskem EtE Evergreen Reactor System (from US20250034062A1, ref. nr. 11)
Feed Preparation
Feed preparation involves ethanol purification via ion exchange system, steam (water vapor) addition for dilution (steam-to-ethanol molar ratio: 1:1 to 3:1), feed mixture heating in furnace to reaction temperature, feed temperature to first reactor >280°C (ensures catalytic-active zone from bed inlet), optional mist eliminator, and superheated to ensure 100% vapor phase entry to reactor.
Vapor Phase Operation (Critical) and Operating Conditions
- Operating pressure is moderate (0.5–2.5 MPa estimated), or ≥0.1 MPa below dew point pressure of feed and product, to maintain vapor phase while maximizing throughput
- Operating temperature is ≥10°C above dew point temperature of feed and product, preferably in the 360 to 470°C range
These conditions ensure no liquid condensation that could cause catalyst fouling.
Weight Hourly Space Velocity (WHSV) are preferable in a >1.0/h to 1.3/h range, representing significantly higher throughput compared to typical ethanol dehydration processes, enabled by maintaining 100% active catalyst zones.
Catalyst System
The catalyst type is Alumina-based (γ-Al₂O₃) catalyst with acidic Brønsted and Lewis sites with initial surface area ~240 m²/g (measured by BET method), with a granular, particle form (pelletized, or extrudate), and an average particle diameter of typically 3–6 mm (can be crushed to 0.5–2 mm). Despite zeolite catalysts (H-ZSM-5, SAPO-34) offering higher intrinsic activity, Braskem's commercial process employs alumina due to its excellent stability compared with zeolite catalyst suffering from rapid coke formation. Braskem's alumina-based system achieves >99% conversion and >99% selectivity while enabling multi-year continuous operation.
Process Efficiency and Performance
Conversion and Selectivity
- Ethanol conversion is >99% and ethylene selectivity is >99%
- Ethylene purity is 99.95% polymer-grade containing less than 2,500 ppm (≤0.25 mol%) of ethane
Compression System Efficiency
Traditional ethanol dehydration systems with idle catalyst layers require multi-stage compression due to high reactor pressure drop. Braskem's optimized design enables Single-stage compressor operation resulting in lower capital investment (smaller, simpler single-stage compressor), reduced power consumption (fewer compression stages), lower maintenance costs and reduced medium-pressure steam consumption.
Energy Considerations
The process is a net endothermic process requiring external heat input via feed heating furnace, with heat integration through feed/effluent exchange and lower specific energy consumption than naphtha cracking due to no C-C bond breaking required, lower reaction temperatures (~360-470°C vs. ~850°C for steam cracking), and simpler product separation (no C₃/C₄ cracking products).
Operational Advantages
Multiple operational advantages are claimed compared with first generation technologies due to purification system and optimized reactor design such as extended catalyst life, lower catalyst head loss growth over time, reduced equipment fouling, corrosion and scaling, higher separation efficiency, lower energy consumption, reduced liquid effluent generation, higher polymer-grade ethylene purity, smaller equipment sizes and more simple design, reduced steam and power consumption.
Economic Considerations
Capital Investment for the Triunfo reference plant is:
- Original plant (200,000 t/y): USD $290 million (2010)
- Expansion (+60,000 to 75,000 t/y): $61-87 million (2022-2023, sources vary)
- Specific capex for expansion: ~$1,000-1,450/ton annual capacity
References
- Certificaciones. Braskem Idesa
- Braskem inaugura fábrica de eteno verde em Triunfo-RS e assume a liderança global em biopolímeros (Sep 27, 2010). Braskem
- Inventors: Roza L., Faleiros E.L. World Patent WO2014127436A1: Method for producing olefins from ethanol fuel. Feb 25, 2012: Application files by Braskem SA
- de Andrade Coutinho, P.L., Morita, A.T., Cassinelli, L.F., Morschbacker, A., & Werneck Do Carmo, R. (2013). Braskem's ethanol to polyethylene process development. In P. Imhof & J. C. van der Waal (Eds.), Catalytic process development for renewable materials (pp. 149–177). Wiley-VCH.
- Mohsenzadeh A., Zamani A., Taherzadeh M.J. Bioethylene Production from Ethanol: A Review and Techno-economical Evaluation (Mar 31, 2017). ChemBioEngReviews, 4(2):75-91, April 2017. DOI: 10.1002/cben.201600025
- Brito R.S.N. Controle do Processo de Desidratação do Etanol a Eteno (Feb 2018). Master's thesis, Universidade Federal do Rio de Janeiro, Rio de Janeiro, Brazil.
- Biopolímeros de Braskem evitan la emisión de más de 5 millones de toneladas de CO2 en 10 años (Dec 8, 2020). Braskem
- Lummus to License Braskem Technology for Green Ethylene Projects (Nov 30, 2021). Advanced Biofuels USA
- Braskem and Lummus partnership: the next chapter for Green Ethylene technology (Apr 27, 2022). Braskem
- Braskem expands its biopolymer production by 30% following an investment of US$ 87 million (Jul 27, 2023). Braskem
- Inventors: Vieira M.A., Moura A.G., & Oliveira A.M. United States Patent US20250034062A1: Fixed bed reactors and processes for dehydration of alcohols. Jul 12, 2024: Application filed by Braskem S.A.
- Braskem Siam chooses Japanese company Toyo Engineering as FEED contractor for bio-based ethylene plant in Thailand (Oct 30, 2024). Braskem





















